Втех случаях, когда надо обработать деталь, которая не имеет аналогов на заводе, проектирование технологического процесса производится в диалоговом или пошаговом режиме с использованием стандартных электронных справочников операций, оборудования и инструмента. Дополнительную информацию, такую как размеры и кофигурации контуров, можно скопировать с эскиза, что удобно при заполнении содержания перехода и позволяет ускорить написание технологического процесса.
Для ускорения составления технологического процесса электронные справочники могут предлагать только тот инструмент (приспособление), которые могут быть использованы на этой операции с учетом выбранного оборудования. Например, использование фильтров на токарной операции позволяет отобразить на экране только резцы, а на фрезерной — фрезы. При необходимости технолог может выполнить поиск необходимой информации по заданным параметрам.
Если обработка заготовки выполняется на нескольких участках или в нескольких цехах: механообработки, сварки, сборки, гальваники и т. д., то проектирование технологии обработки таких деталей может выполнять рабочая группа. Специалисты группы работают параллельно и отвечают только за свой фрагмент тено-логического процесса.
Параллельно с проектированием тенологического процесса может осуществляться формирование операционных эскизов. Их разработка ведется на основе плоского и объемного чертежа детали (рис. 5.10).
Рис. 5.10. Наличие плоского и объемного чертежа детали облегчает разработку технологического процесса
Режимы резания назначают различными способами: ручным вводом, выбором из таблиц или автоматическим расчетом. Расчет ведется с учетом паспортных данных станка, физико-механических свойств обрабатываемого материала, жесткости системы. Станок — приспособление, инструмент - деталь (СПИД), геометрии режущего инструмента, схемы крепления и др. Поправочные коэффициенты позволяют учесть особенности конфигурации заготовки, схему ее крепления на станке, материал режущей части инструмента, период стойкости инструмента и т. д. Трудоемкость рассчитывается на основе нормировочных таблиц. Результаты расчетов можно корректировать. Затем их вносят в технологические карты.
Второй метод. Составление технологии обработки деталей, имеющих одинаковые конструктивные элементы.
Обрабатываемые на заводе детали делят на отдельные группы с точки зрения технологии их обработки (рычаги, кронштейны, диски и т. п.) и наличия на них конструктивных элементов (пазы, проточки, карманы и т. д.). При составлении технологии обработки новой детали технолог находит в информационной базе данных, в справочниках, архиве или в специальной библиотеке детали, имеющие аналогичные конструктивные параметры, а затем вносит коррективы в технологию с учетом размеров и микрогеометрии конкретной поверхности, требований к точности ее обработки. Выбор из библиотеки конструктивных элементов для конкретной детали может производиться с помощью настраиваемых логических условий.
Проектирование технологии обработки детали выполняют в порядке, обратном ее изготовлению, т. е. от заключительных этапов к черновым. (Размеры детали на заключительном этапе заданы на чертеже детали.) Последовательность операций и переходов может меняться.
Методы обработки различных геометрических элементов, а также типовые, групповые и единичные технологии желательно накапливать в шаблонах и единой структурированной базе данных. В шаблоне могут быть представлены стандартные параметризованные фрагменты конструкции деталей, фрагменты отработанного технологического процесса их обработки, и методик проведения необходимых расчетов. На основании шаблонов создают библиотеку типовых технологических решений, которая облегчает разработку технологии обработки новой детали Чем больше технологических процессов хранится в библиотеке, тем легче и быстрее можно разработать новый технологический процесс для аналогичной детали.
Использование конструктором при проектировании различных деталей конструктивных элементов, имеющих одинаковые геометрические размеры, снижает затраты на приобретение нового инструмента, приспособлений и станков.
Для облегчения работы технолога в САПР может использоваться специальный мастер, например, в Technologies он ноет название «Мастер прямого проектирования». Он предлагав! схему или шаблон обработки конкретного элемента. Мастер работает по гибкой схеме, позволяет пропустить ту или иную строку схемы, а при необходимости можно вернуться к ее заполнению позже.
Интерактивный, пошаговый режим позволяет технологу последовательно подбирать необходимые для каждой операции инструменты, оборудование, приспособления (рис. 5.11). Режимы резания рассчитывают или выбирают из базы данных с учетом требований к точности обработки, шероховатости получаемой поверхности, материалу заготовки и т. д.
Рис. 5.11.Выбор режущего, вспомогательного и мерительного инструмента из базы данных
Для наглядности и облегчения выбора в справочных материалах поверхности могут быть объединены в группы. В свою очередь, каждая группа может состоять из нескольких подгрупп. Например, в САПР Technologies предложены методы обработки следующих групп поверхностей:
-отверстий;
-пазов и канавок;
-плоскостей, торцов и т. п.;
-резьбовых (рис. 5.12).
В свою очередь, группа поверхностей может быть разделена подгруппы. Так, группа поверхностей названная «пазы и канавки», разделена на подгруппы: круглые, прямоугольные, трапецеидальные, угловые, упорные и т. п. Для каждой группы и подгруппы предлагаются свои методы обработки. Например, стенки прямоугольного паза предлагается шлифовать, протянуть, фрезеровать или строгать (рис. 5.13).
Автоматизация проектирования технологии обработки детали на основе ее различных конструкторско-технологических элементов (КТЭ) предусмотрена в САПР ТП «Вертикаль». Необходимый элемент выбирается из библиотеки КТЭ, затем технолог задает значения параметров выбранного КТЭ. Например, для сквозного отверстия вводятся размеры его диаметра, глубины и указывается шероховатость поверхности. Все параметры чертежа детали или ее эскиза: размеры, допуски, значения шероховатости и т. д. могут быть импортированы в текст технологии обработки детали. Для импортирования в технологию значения размера достаточно щелкнуть мышью этот размер.
Рис. 5.12.Выбор типа поверхности, обрабатываемой на данном переходе (САПР Technologies)
Рис. 5.13. Выбор метода обработки поверхности
Составление технологии облегчает «Мастер формирования планов обработки» КТЭ. Переходы и КТЭ имеют двусторонние связи, что позволяет определить как список переходов для каждой поверхности, так и состав поверхностей, обрабатываемых на отдельных технологических операциях. После выбора технологической операции в нижней части экрана отображается список соответствующих моделей оборудования и информация о параметрах конкретной модели станка. Выбранные операции и оборудование автоматически добавляются в технологический процесс.
Значение штучного или подготовительно-заключительной: времени выбирается из нормировочных таблиц. Для укрупненного расчета трудоемкости разработано приложение «Универсальная система трудового нормирования по укрупненным нормативам времени».
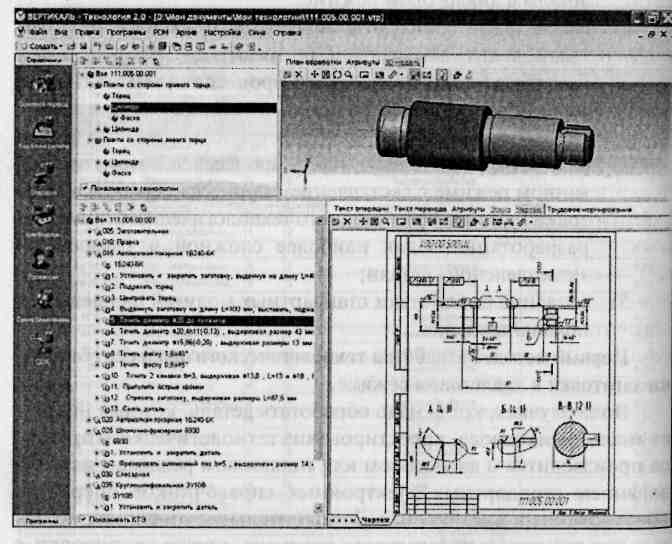
Для отображения конструкторско-технологической информации используют дерево конструкторско-технологических элементов и панель планов обработки. Быстрый поиск необходимы; конструкторско-технологических элементов в библиотеке и и; визуализация автоматизированы (рис. 5.14).
Рис. 5.14.Библиотека конструкторско-технологических элементов в САПР ТП «Вертикаль»
В САПР Technologies после того, как выбрана поверхность, в нижней части экрана появляется 3D-модель, и отображается перечень возможных методов ее обработки. Например, стенки прямоугольного паза на заготовке можно шлифовать, протянуть, фрезеровать или строгать. Предусмотрена возможность выбора технологических операций с учетом используемого оборудования (рис. 5.15).
Параметры обрабатываемой поверхности позволяют сформировать текст технологического перехода. Например, для цилиндра в технологическом переходе указывают его диаметр и длину, для прямоугольного паза — соответственно, ширину и высоту (рис. 5.16).
В литературе описаны примеры кодирования не только отдельных поверхностей, но и деталей с последующим автоматическим созданием на ЭВМ маршрутных и операционных карт. По заданным критериям поиска система может найти несколько технологических процессов. Окончательный выбор остается за технологом.
Рис. 5.15.Выбор технологической операции и оборудования
Режущий и вспомогательный инструмент, а также приспособления выбирают в справочнике с учетом выполняемой операции и оборудования. По мере поступления новых инструментов, приспособлений и станков их добавляют в информационную базу для последующего применения и корректировки существующих технологий. Маршрут операций и переходов может быть представлен в виде дерева.
Рис. 5.16. Задание параметров обрабатываемой поверхности
Электронный технологический процесс корректируют при изменении конструкции детали или при получении нового оборудования. При изменении размеров поверхности соответствующий переход можно выделить цветом в дереве технологический процесса. В соответствии с новыми параметрами обрабатываемой поверхности вносят коррективы в текст перехода и подбирают новый инструмент (рис. 5.17).
Для упрощения формирования технологического процесса технолог может выбрать из схемы, какие действия он собирается выполнить: ввести новую операцию, технический переход или оборудование (рис. 5.18).
Рис. 5.17. Выбор другого инструмента в соответствии с новым диаметром отверстия
Для упрощения формирования технологического процесса технолог может выбрать из схемы, какие действия он собирается выполнить: ввести новую операцию, технический переход или оборудование (рис. 5.18).
Рис. 5.18. Пример схемы предлагаемой мастером прямого проектирования при технологии обработки отверстия
Автоматическое считывание данных с 3D-модели позволит в ближайшем будущем выполнять ее разбивку на технологические поверхности без участия пользователя и автоматизировать построение технологии обработки. Технолог будет решать творческие задачи, связанные с выбором оптимального для данного цеха варианта обработки поверхностей.
Вновь разработанные фрагменты технологического процесса, каковыми могут быть любые его части, например, операции с переходами, оснастка и операционные эскизы могут, быть добавлены в библиотеку. Сохраненные в библиотеке фрагменты
можно вставлять в любое место проектируемого технологического процесса.
Различные базы данных технологического назначения, в которых могут быть представлены операции обработки заготовок на металлорежущих станках и переходы, оборудование, иллюстрированный классификатор режущего и вспомогательногоинструмента облегчают формирование необходимого комплекта технологической документации. Для ускорения выбора требуемых материалов из базы данных используются специальные фильтры, позволяющие ограничить количество отображаемых элементов списков в соответствии с заданными условиями. Так, на рис. 5.19 в списке оборудования представлены только токарно-центровые станки.
Фильтрация данных может производиться как с учетом типа операции, цеха и участка, где выполняется обработка, так и по ассоциативным связям: «Станок» — «Приспособление», «Станок» — «Режущий инструмент» и т. д. Настройка фильтров выполняется технологом с помощью простого интерфейса без применения программирования.
В некоторых САПР, например «ТехноПро Базовая», при указании курсором на операцию или переход справа открывается форма для заполнения. Порядок следования операций или переходов можно менять. При этом их номера пересчитываются автоматически. Расчет режимов резания для технологических переходов автоматизирован. Полученные результаты можно корректировать
Рис. 5.19.Использование фильтров при выборе оборудования
Завершив составление техпроцесса, технолог выбирает участок и квалификацию станочников, дает составленному технологическому процессу новое имя и обозначение. На основе имеющихся наработок могут быть созданы экспертные системы в области автоматизированного проектирования технологических процессов.
Третий метод. Разработка технологического процесса путем копирования структуры ранее созданного технологического процесса для аналогичной детали.
На ряде машиностроительных заводов выпускается большая номенклатура деталей, имеющих однотипную технологию изготовления, например, ступенчатые валы или корпусные детали (рис. 5.20). Для новой детали выбор аналога, имеющего однотипную технологию, изготовления выполняется по конструктивным особенностям ее геометрической формы. Для ускорения поиск; аналога на ряде заводов обрабатываемые поверхности кодируют Для нового технологического процесса можно скопировав как отдельный переход, так и несколько операций (рис. 5.21) В соответствии с конструктивными особенностями рассматриваемой детали технолог выполняет корректировку отдельных операций, переходов, оборудования, режимов резания, сведений пс трудовому и материальному нормированию.
Рис. 5.20. Использование технологических процессов-аналогов для составления нового технологического процесса
Рис. 5.21. Окно программы «Фобос», используемое для копирования техпроцесса обработки детали
Разработка технологической документации по этому методу выполняется существенно быстрее по сравнению со вторым методом. Он не требует трудоемкой настройки программного обеспечения. При этом в новый технологический процесс могут передаваться не только структура (операции, оборудование, переходы и т. д.), но и ранее рассчитанные режимы резания, связи с таблицами трудового и материального нормирования, а также другие параметры.