Одной из наиболее трудоемких операций при составлении УП является расчет дополнительных траекторий при обходе углов детали. Система ЧПУ имеет стандартные подпрограммы, позволяющие автоматически рассчитывать эти траектории. Функции G36-G38 обеспечивают обход углов по различным схемам.
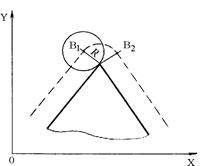
Рисунок 24 - Иллюстрация цикла G36
Команда вызова цикла должна программироваться в том кадре, в котором задается конечная точка траектории перед углом. По эти командам система ЧПУ рассчитывает конечную точку траектории таким образом, чтобы обеспечить заданную форму угла.
Цикл G36 обеспечивает обход угла сопрягающей дугой. При задании в программе этого цикла осуществляется автоматический расчет сопрягающей дуги эквидистантного контура в точках излома контура. Автоматический расчет сопрягающей дуги осуществляется только для внешних углов.
В первом кадре цикла происходит перемещение перпендикулярно к точке В1 на величину, равную радиусу фрезы. Кадр отрабатывается на скорости предыдущего кадра и в конце кадра происходит торможение. Аналогично рассчитывается третий кадр. Второй кадр формируется по координатам точек В1 и В2, рассчитанных в 1 и 3 кадрах. В конце 2 кадра также происходит торможение. При обходе прямого угла 2 кадр цикла вырождается.
Цикл G37 обеспечивает обход угла отрезками прямых (рис.17,б). В отличие от цикла G36, позволяет получать и острые, и тупые углы. При этом происходит отрыв от контура, но строго выдерживается заданная форма поверхности детали. Используется только для обхода внешних углов.
Рисунок 25 - Иллюстрация циклов G37 и G38
Цикл G38 обеспечивает обход угла методом расчета точки пересечения эквидистантных траекторий (рис.17,а). Этот способ имеет наибольшую длину дуги, но, в отличие от первых двух циклов, пригоден для обхода внутренних углов.
Функции G36-G38 отменяют одна другую. Функция G30 отменяет циклы обхода углов. Если при обработке всей детали характер обхода углов не меняется, то цикл обхода углов задается один раз в кадре, обеспечивающем выход на эквидистанту, и больше не повторяется.
6 Постоянные циклы
Постоянные (стандартные) циклы являются типовыми технологическими подпрограммами, с помощью которых соответствующий процесс обработки можно сделать универсальным.
В виде стандартных циклов записывают подпрограммы обработки наиболее типичных поверхностей, например, для токарного станка нарезание резьбы, многопроходное точение, глубокое сверление, для фрезерных – обработка отверстий фрезерование пазов. Набор технологических команд для обработки таких поверхностей постоянный и не зависит от обрабатываемой детали. Различия состоят только в геометрических параметрах.
Подпрограммы постоянных циклов вносятся в постоянную память системы ЧПУ на этапе ее создания. Согласование циклов с обработкой конкретной детали происходит через входные параметры. Постоянные циклы при создании системы ЧПУ программируются в формальных параметрах, обозначаемых буквами. Наиболее часто формальные параметры задаются латинскими буквами R, Р или Е с двух- или трехзначными числами.
Имя постоянного цикла в большинстве систем ЧПУ задается адресом G или L и двузначным числом. Номера подпрограмм, схема траектории инструмента и данной подпрограмме и необходимые параметры обычно имеются в инструкции по программированию для конкретного УЧПУ.
После отработки цикла рабочий орган возвращается в ту точку, в которой он находился перед вызовом цикла.
Все установки системы, действующие до вызова цикла, сохраняются и продолжают действовать после окончания отработки цикла.
Каждый стандартный цикл определяется именем и перечнем параметров, необходимых для его вызова. Для встраивания постоянного цикла в программу обработки конкретной детали записывается кадром вызова постоянного цикла. Для вызова цикла существуют определенные правила записи, которые называются "Форматом вызова цикла". В этом кадре всем формальным параметрам присваиваются численные значения. Руководство по программированию описывает перечень формальных параметров для каждого цикла, учитывая последовательность их записи и тип. Последовательность входных параметров должна строго соблюдаться. Каждому входному параметру для одного цикла соответствует один тип данных. Если какие-то данные, входящие в формат цикла для обработки данной детали не нужны, то этому параметру присваивается значение «0», но пропускать этот параметр нельзя.