Ø Постоянный цикл (подпрограмма) для продольной обточки L08
Постоянный цикл имеет вид (рис.26):
N1 G00 G91 X-R0 F R2
N2 G01 Z-R1
N3 X R0
N4 G00 X-R0 Z R1
N5 М17
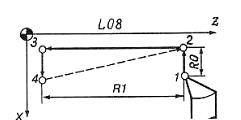
Рисунок 26 -
Траектория инструмента в типовой подпрограмме L08, заданной формальными параметрами
Перед вызовом цикла необходимо вывести инструмент в начальную точку 1 (рис.26). Согласно этой подпрограмме резец из Т1 перейдет в Т2 на величину, заданную формальным параметром R0, далее с рабочей подачей, равной величине формального параметра R2, произойдет перемещение резца между точками Т2 и Т3, потом резец перейдет в Т4 и далее (кадр N4) придет на ускоренном ходу в Т2.
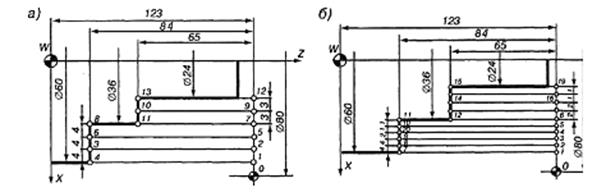
Используя приведенную подпрограмму, нетрудно спрограммировать многопроходную обточку деталей (рис.27,а). Общая УП для обточки двух поверхностей будет иметь вид:
Рисунок 27 -
Схемы многопроходной обработки детали с использованием подпрограмм:
а— с неизменными формальными параметрами; б— с изменяющимися формальными параметрами
N1 G90 G00 X60. Z123. S850 Позиционирование инструмента в Т1
N2 L08 03 R0 4. R1 84. R2 50 Вызов подпрограммы с числом прогонов 3 и значения формальных параметров R0 (4 мм), R1 (84 мм) и R2 (подача 50 мм/мин). Инструмент попадет в Т7.
N3 L08 02 R0 3. RI 65. R2 35 Двойной прогон подпрограммы с параметрами, значение которых определено размерами обрабатываемой детали (вторая ступень), выведет инструмент в Тк12.
N4 G90 G00 X80. Z123. M00
С использованием формальных параметров можно составлять кадры основной УП, а не только подпрограмм. Это целесообразно делать, если в процессе программирования параметры меняют числовое значение, а траектория перемещения инструмента имеет однотипный вид.
Для УЧПУ класса CNC возможно также задание программ и подпрограмм при сцеплении формальных параметров. В этом случае в программе или подпрограмме должна быть указана вычислительная операция, связывающая те или иные параметры. Вычисления выполняет УЧПУ или в процессе отработки основной УП, или при каждом прогоне подпрограммы, позволяя закономерно изменять те или иные параметры при последовательных прогонах
Пример. Подпрограмма для продольной обточки с вычислительной операцией Рассмотренный в предыдущем примере процесс обточки можно запрограммировать с уменьшающейся от прохода к проходу толщиной срезаемого слоя, т. е. изменением параметра R0. B этом случае подпрограмма L05 будет иметь вид:
N1 G91 G00 X-R0 F R2
N2 G01 Z-R1
N3 X R0
N4 G00 X-R0 Z R1
N5 R0-R3
N6 М17
Подпрограмма L05 отличается от рассмотренной L08 тем, что в ней предусмотрена вычислительная операция (кадр N5). Поэтому в кадре УП, где будет вызвана данная с программа (L05), необходимо добавить значение параметра R3:
(Ni) L05 03 R0 4. R1 84. R2 50. R3 0.5
При отработке этого кадра при первом прогоне подпрограммы будет удален слой металла 4 мм (R0 — начальное значение), при втором прогоне — 3,5 мм (R0—R3), при третьем — 3 мм (R0—R3—R3). В данном примере шаг уменьшения снимаемого слоя от прохода к проходу принят равным 0,5 мм, т. е. R3 0.5.
Характер сцепления формальных параметров в программах и подпрограммах может быть различным, он задается определенной вычислительной операцией сложением, вычитанием, умножением, делением, извлечением корня, определением тригонометрической функции (sin, cos) и т.п., а также сочетанием операций. Особенно удобно веся программирование, если сочетать использование типовых (стандартных) подпрограмм введение в кадры основной УП определенных вычислительных операций с формально ми параметрами. Так, программа для обработки ступенчатого валика (рис.24,б) может быть записана в виде:
%
NI G90 G00 Х60. Z123. S850 Выход инструмента в исходную точку, задание режимов резания.
N2 L08 02 R0 4. R1 84. R2 80. R3 2. Выполнение двух повторов подпрограммы L08 (точки 1-2-8-7-2-3-9-8-3), удаляя припуск на длине 84 мм при глубине резания 4 мм за один рабочий ход.
N3 R0-R3 Вычислительная операция с формальными параметрами, указанными в кадре N2
N4 L08 01 R3 1. Один прогон подпрограммы L08 с новым значением R0, определенный в кадре N3 (ход инструмента между точками 3-4-20-9-4). Кроме того, задается новое значение параметра R3 (1 мм).
N5 R0-R3 Вычислительная операция с формальными параметрами, указанными в кадре N3
N6 L08 02 Обеспечивает двойной прогон программы L08 опять с новым (определенным в кадре N5) значением параметра R0, т.е. происходит обточка детали в два рабочих хода с глубиной резания 1 мм.
N7 R0+R3 R1 65. Изменяет значение параметра R0 (он увеличивается на величину R3 по сравнению со значением в кадре N4) и вводит новое значение параметра R1.
N8 L08 02 Двойной прогон программы L8 на новом участке детали (точки 6-16) за два хода.
N9 R0-R3
N10 L08 02 Двойной ход инструмента с глубиной резания 1мм.
N11 G90 G00 X80. Z123, M00 Возврат в Т0
Ø Подпрограмма проточки по контуру G82
Стандартные (постоянные) подпрограммы могут быть сложные и включать как черновые проходы, так и чистовой проход по контуру при заранее заданном припуске на этот чистовой проход. Подпрограмма G82 задается кадром вызова:
N{i} G82 Х…. Z… R… L… D… H…
Х, Z – координаты промежуточной точки контура,
R, L – координаты конца обработки по циклу,
D - глубина резания на черновом проходе
Н - припуск на чистовую обработку
Программа для обточки ступени валика с использованием стандартной подпрограммы может быть записана следующим образом (рис.25,а):
%
N1 G00 X62 Z-15 T3 D3 Выбор резца третьего и номера корректора, перемещение на ускоренном ходу в исходную точку.
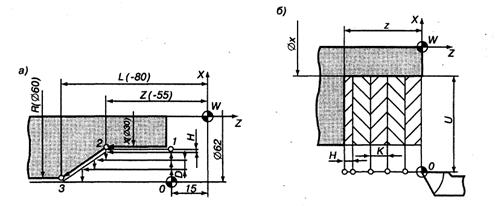
Рисунок 28 - Схемы обработки детали по контуру с использованием стандартной подпрограммы
В результате выполнения команд, приведенных в кадрах N1 — N3, заготовка будет обработана по контуру от Т1 до ТЗ. После завершения отработки кадра N3 резец автоматически отводится в зону замены.
Ø Многопроходное поперечное точение G75
В абсолютных размерах подпрограмма задается кадром:
N{i} G75 X...Z...K...K...F…
а в приращениях – кадром:
N{i} G75 U...W...K...H...F...
Х(U), Z(W) - положение конечной точки профиля,
К - глубина резания,
Н — припуск на чистовой проход,
F — подача.
Ø Подпрограммы для нарезания цилиндрической резьбы G76
Для нарезания резьбы на станках с ЧПУ класса CNC также обычно используют стандартные подпрограммы. Нарезание наружной и внутренней цилиндрической резьбы резцов программируется подпрограммой G76. Формат вызова:
N G76 Х… Z… К6. Н3.248 D.8 А4.
Х, Z – координаты конечной точки (Х – внутренний диаметр резьбы),
К – шаг резьбы,
Н – высота профиля резьбы,
D - глубина резания при черновых ходах
А - положение точки выхода инструмента из цикла в радиальном направлении.
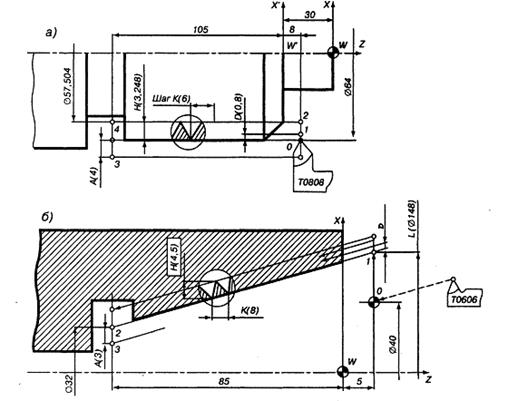
Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом (рис.26,а).
%
N1 Т8 D8 S50 МЗ Выбор инструмента, задание номера корректора, скорости главного движения.
N2 М6 Смена инструмента (можно не указывать).
N3 G56 Z-30 Начало координат детали смещается в точку W!, смещенную по оси Z на расстоянии 30мм от точки W.
N4 G90 G00 Х64 Z8 Выход на ускоренном ходу в точку начала цикла 0.
N5 G01 F300 М8 Рабочий режим и значение подачи, определенное в зависимости от частоты вращения шпинделя и подачи на оборот, численно равное шагу резьбы (F=KS=6•50=З00мм/мин), включение СОТС.
N8 G00 ХЕ ZE M00 Перемещение инстурмента в точку смены, конец программы.
После отработки цикла резец останавливается в точке 3.
Рисунок 29 - Схемы нарезания резьбы:
а — цилиндрической наружной; б — конической внутренней
Ø Подпрограммы для нарезания конической резьбы G84
Формат вызова цикла:
N{i} G84 Х… Z... K. L… D… H… A….
Х, Z – координаты конечной точки обработки (Т2),
K - шаг резьбы,
L – координата точки начала обработки по оси Х (Т1),
D – глубина резания при черновых ходах,
Н – радиальная высота профиля резьбы,
А - положение точки выхода инструмента из цикла в радиальном направлении.
Пример. Использование подпрограммы для нарезания внутренней конической резьбы (рис.26,б). Общая УП в этом случае может быть записана следующим образом:
%
N1 Т6 D6 S50 МЗ
N2 М6
N3 G00 X40 Z5
N4 G01 F400 М08
N5 G84 Х32 Z-85 K8 L148 D0.5 H4.5 A3 Вызов цикла.
N6 G00 Z5 M09 Отвод инструмента.
После нарезания резьбы резец останавливается в точке 3.
Ø
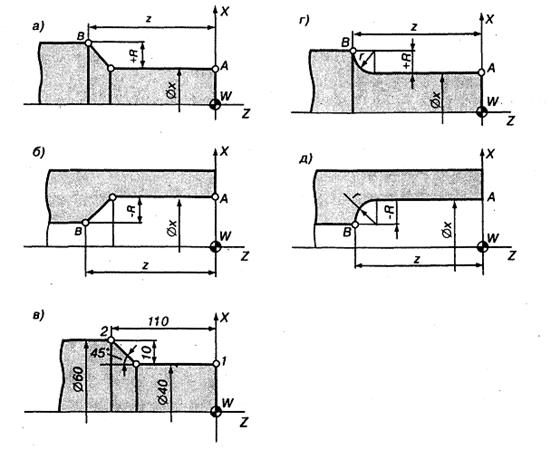
Подпрограммы для проточки фасок с углом 45° (G86) и скруглений угла 90° (G87)
Рисунок 30 - Схемы обработки фасок (а — в) и скруглений (г, д) при кодовом задании подпрограмм
Форматы кадров для обработки фаски и скругления
G86 X...Z...R...D...H...
G87 X...Z...R...D...H...
X — диаметр поверхности исходной точки А (рис.30),
Z — координата конечной точки В,
R — фаска или радиус скругления г (числовое значение после адреса R задается с плюсом, если диаметр конечной точки В больше исходного, если диаметр конечной точки В меньше исходного, то значение R задается с минусом),
D — припуск на чистовую обработку по оси Z,
Н — глубина резания за один ход резца при обточке заданного контура
Пример. Фрагмент УП для обработки участка между точками 1 и 2 (рис.30,в) имеет вид
N10 G90 G00 Х40 Z0 LF
N11 G01 S800 F45 LF
N12 G86 Х40 Z-110. R+10 D0 H2 LF
N13 G01 Х60 LF
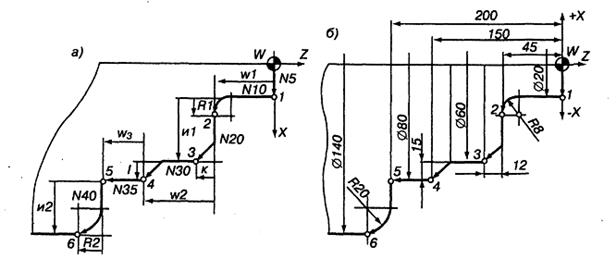
Ø Подпрограммы для обработки контура, представляющего собой последовательность ступеней и торцов с фасками (галтелями)
Размеры ступеней и торцов следует задавать полными, т.е. без учета размеров фасок (галтелей), с помощью функции G01 и величин I (К) и R. Схема задания размеров в приращениях для обработки контура показана на рис.31,а. В общем виде УП для обработки этого контура имеет вид:
N5...
N10 G01 W(-W1). R(R1). FE
N20 U(U1). K(-K).
N30 W(-W2). I(l).
N35 W(-W3).
N40 U(U2). R(-R2).
При определении знаков числовых величин следует принимать во внимание направление координатных осей принятой системы координат.
Рисунок 31 -
Примеры обработки контура:
а — схема задания размеров в приращениях; б — обрабатываемый контур
Пример. Запись фрагмента УП для обработки контура (рис.31,б):
N5.. G90 G01 X-20 F45 LF
N10 Z-45 R-8 LF
N20 U-20 К-12 LF
N30 Z-150 1-15 LF
N35 Z-200 LF
N40 U-30 R-20 LF
N45..
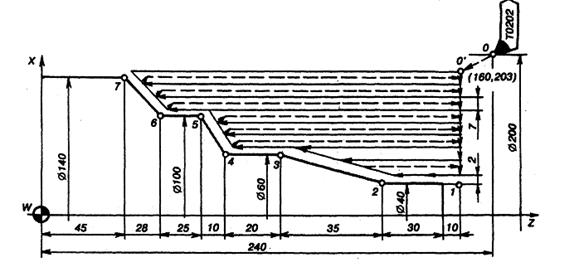
Пример. Обработка детали по контуру с использованием стандартных подпрограмм. Программа обработки детали, показанной на рис.32, предусматривает применение двух стандартных подпрограмм (циклов): черновой обточки — снятия металла "строками" и чистового прохода — прохода по контуру. Эти циклы формируются УЧПУ в зависимости от формы чистового контура.
% LF
N I T2 D2 LF
N2 G97 G95 M4 LF Задание скорости в об/мин (G97), подачи в мм/об (G95), вращение шпинделя против часовой стрелки(М4)
N3 G90 G00 X200 Z240 LF
N4 X160 Z203 LF
N5 G71 P006 Q012 U10 W2 D7 S900 F0.4 LF Задание цикла черновой обработки: Р — номер кадра начала чистового контура, Q — номер кадра конца чистового контура, U — недоход точки начала чистового контура до торца детали (10 мм), W—припуск на чистовую обработку (2 мм), D — глубина резания на черновых походах (7мм)
N6 G00 X40 Z203 LF
N7 G91 G01 Z-40 LF Задание размера в приращениях
N8 X60 Z-35 LF
N9 Z-20 LF
N10 X100 Z-10 LF
N11 Z-25 LF
N12 X140 Z-28 LF
N13 G70 P006 Q012 F 0.2 S1500 LF Задание цикла чистовой обработки (G70), подача 0,2 мм/об и частотой вращения шпинделя 1500 об/мин.
N14 G90 G00 X200. Z240 M0 LF
Рисунок 32 - Схема обработки детали по контуру с применением стандартных подпрограмм