Функция и назначение:
Функция вызывает программу конечной формы , после чего автоматически рассчитав траекторию инструмента, производит черновую обработку в продольном направлении.
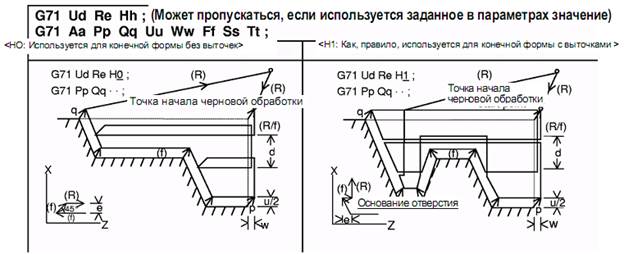
Рис. 2.10. Схема перемещений в рабочей зоне
Пример программы:
G0X50Z41;
| G71U R2H1;
G71P1 Q20U1.6W0.2F0.4;
|
N10 G1X17Z40F01;
X20Z38.5;
Z20;
G3X40Z0R25;
N20 G1X50;
N25 G0X180Z250M09M05;
M02;
%
G71 – первая часть цикла,
U3 –глубина резания,
R2 – величина отвода инструмента от обрабатываемого контура,
H1 – указывает на то, что в детали присутствует углубление в кунтуре;
G71–вторая часть программы,
P10–номер первого кадра чистового контура,
Q20–номер последнего кадра чистового контура,
U1.6 – припуск под чистовую обработку по оси Х (если отсутствует припуск равен нулю),
W0.2 – припуск под чистовую обработку по оси Z (если отсутствует припуск равен нулю),
F0.4 – подача (если отсутствует принимается модульное значение)
Участок программы N10-N20 обрабатывается только в цикле, после обработки цикла данный участок программируется, но может быть вызван другим циклом.
