Если задана команда Q (глубокое сверление)
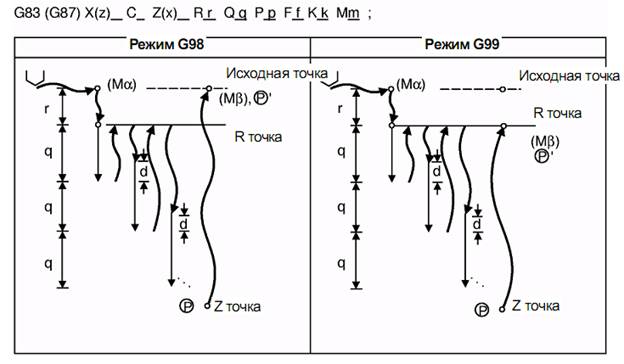
Рис. 2.11. Схема перемещений в рабочей зоне
(1) Величина возврата "d" задается параметром (#8013 G83 RETURN). Возврат
инструмента производится на скорости быстрого хода.
(2) (Mα) : Команда M (Mm) задается, если необходима фиксации оси C.
(3) (Mβ) : Команда М расфиксации оси С (команда М фиксации оси С + 1 = Mm + 1)
задается, если прежде задавалась команда М фиксации оси C (Mm).
(4) (Р) : Выдержка времени выполняется в соответствии с заданием P.
(5) (Р)' : После задания команды М расфиксации оси С (Mm+2) выдержка времени
выполнятся в соответствии с параметром (#1184 clmp_ D).
Если команда Q отсутствует (сверление)
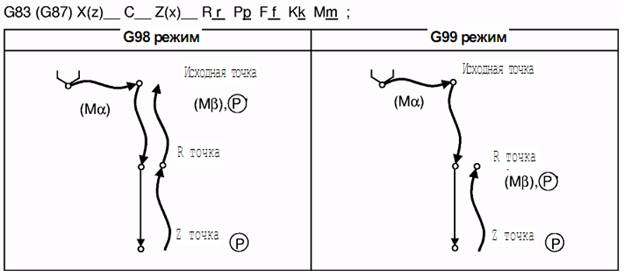
Рис. 2.12. Схема перемещений в рабочей зоне
G83 XZRQF
XиZ – координаты,
R – безопасное расстояние (обычно 3 мм),
Q – глубина сверления за один проход,
F – подача,
G98 – выход сверла,
G99 – выход сверла на безопасное расстояние.
Пример программы:
O3
G90G54S500M3;
T0808;
M6;
G0X0Z3M8;
G99G83 X0Z-40R3Q5F0.1;
G80 – отмена цикла,
G0X150Z200M9M5;
M2;
%
