Степени 1 и 2 не имеют установленных норм и являются резервными. Все допуски рассчитаны для шестой степени точности. Числовые значения допусков других степеней определяют умножением на переходный коэффициент.
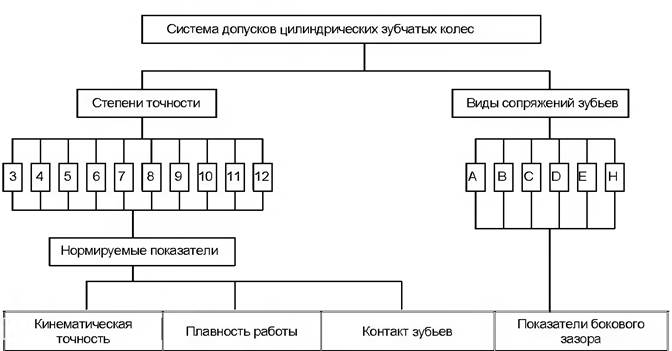
Для каждой степени точности колес установлены нормы допускаемых отклонений параметров, определяющих кинематическую точность, плавность работы и контакт зубьев.
Нормы кинематической точностиопределяют точность передачи вращения с одного вала на другой, т. е. величину полной погрешности (ошибки) угла поворота зубчатого колеса в пределах оборота.
Эти три нормы для передачи или колеса могут быть назначены как одной степени точности, так и разных степеней. Допускается комбинирование степеней точности, т. е. назначение для каждой нормы разных степеней точности
Пример условного обозначения точности цилиндрической передачи со степенью точности 7 по всем трем нормам, с видом сопряжения зубчатых колес С и соответствием между видом сопряжения и видом допуска на боковой зазор (вид допуска на боковой зазор — с), а также между видом сопряжения и классом отклонений межосевого расстояния:
7 – С ГОСТ 1643 - 81
При комбинировании норм разных степеней точности в изменении соответствия между видом сопряжения и видом допуска на боковой зазор, но при сохранении соответствия между видом сопряжения и классом отклонений межосевого расстояния точность зубчатых колес и передач обозначается последовательным написанием трех цифр и двух букв.
Первая цифра обозначает степень по нормам кинематической точности, вторая — степень по нормам плавности работы, третья — по нормам контакта зубьев, первая из букв — вид сопряжения, а вторая — вид допуска на боковой зазор. Цифры между собой и от слитно пишущихся букв разделяются тире. Пример условного обозначения точности цилиндрической передачи со степенью 8 по нормам кинематической точности, со степенью 7 по нормам плавности, со степенью 6 по нормам контакта зубьев, с видом сопряжения В, видом допуска на боковой зазор а и соответствием между видом сопряжения и классом отклонений межосевого расстояния:
8 – 7 - 6 – Ва ГОСТ 1643 - 81
Допуски и посадки подшипников качения.
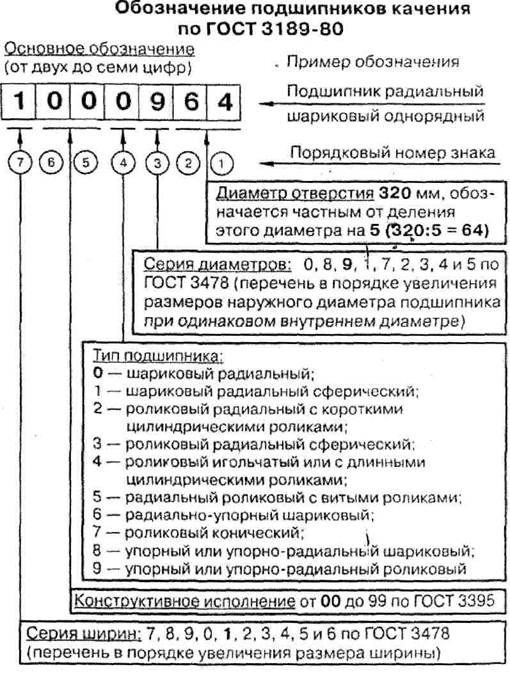
Подшипники качения являются стандартными изделиями, которые изготавливают на специализированных государственных подшипниковых заводах (ГПЗ). Они обладают полной внешней взаимозаменяемостью по присоединительным поверхностям колец и ограниченной внутренней взаимозаменяемостью между телами качения и дорожками качения колец. Вследствие особо высоких требований к точности указанных элементов используют принцип групповой (селективной) сборки. На шариковые и роликовые подшипники с внутренним диаметром 0,6-2000 мм устанавливают пять классов точности подшипников. Классы точности подшипников качения обозначают в порядкее повышения точности арабскими цифрами 0; 6; 5; 4 и 2. Класс точности проставляют через тире перед условным числовым обозначением подшипника, например 5-208,
6-36205. Нулевой класс в обозначениях не указывают, поскольку он является основным для всех типов подшипников качения. Чем выше класс точности, тем более ограничена номенклатура типоразмеров изготавливаемых по ним подшипников. Это объясняется как сужением области их применения, так и существенным повышением относительной стоимости. С повышением класса точности возрастают точностные требования ко всем элементам подшипников как внутренним, обеспечивающим точность вращения и зазоры, так и внешним, обеспечивающим посадку колец в изделии.
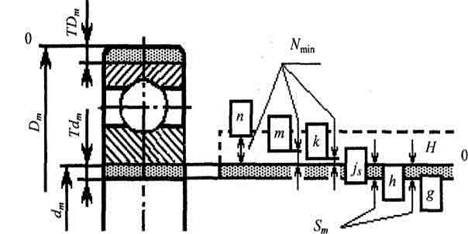
В подшипниках качения оба кольца принимают в качестве основных деталей системы допусков
Допуски и посадки шпоночных и шлицевых соединений.
Широкое распространение в конструкциях машин имеют шпоночные соединения
Шпонка — деталь, устанавливаемая в пазах двух соединяемых изделий (вала и отверстия втулки) для передачи вращения или взаимного смещения под действием внешних сил.
Стандарты разработаны на основные типы шпоночных соединений с призматическими шпонками, сегментными, клиновыми и тангенциальными.
Длины шпонок выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, НО, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450 и 500 мм.
За номинальный размер шпоночного соединения принимают размер в, равный ширине шпонки с полем допуска h9, ширине паза под шпонку на валу и ширине паза во втулке под шпонку. По другим размерам шпонки поля допусков назначают по 14-му и 11-му квалитетам.
Шпонку следует изготавливать только с допуском h9, что даетвозможность изготавливать их централизованно, независимо от посадок
ПО ГОСТу 23360-78 по номинальному размеру шпонки (по ширине в) установлены три вида соединений:
1. свободное для получения подвижных посадок, применяемых при затруднительных условиях сборки
2. нормальное для получения неподвижных, разборных соединений при благоприятных условиях сборки;
3. плотное для получения неподвижных соединений с напрессовкой при сборке, работающих при реверсивных нагрузках.
Качество сборки шпоночного соединения зависит от перекосов и смещений в расположении шпоночных пазов валов и во втулках. Симметричность пазов относительно осевой плоскости контролируют комплексными калибрами.
По ширине для призматических шпонок предусмотрено три варианта соединения:
свободное (вал Н9/h9, втулка D10/h9)
нормальное (вал N9/h9, втулка Js10/h9)
плотное (вал P9/h9, втулка P9/h9)
Для свободного соединения установлены поля допусков для паза на валу Н9 и для паза во втулке D10, что дает посадку с зазором; для нормального соединения — соответственно N9 и Js9; для плотного соединения — одинаковые поля допусков для паза на валу и во втулке Р9. Соединения второго и третьего видов будут иметь переходные посадки.
Для сегментных шпонок применяют только нормальное и плотное соединение. Поля допусков для обоих типов шпонок одинаковы, посадки выполняют только в системе вала (основная деталь - шпонка). Это позволяет ограничить номенклатуру размеров калиброванной стали для шпонок, точность изготовления которой без дополнительной обработки обеспечивает точность h.
Стандартом нормированы отклонения высоты шпонки h по h11, глубины паза на валу t1и паза во втулке t2 или отклонения размеров d - t1и d+ t2также длины шпонки l по h14 и длины пазов на валу по HI5.
Контроль шпоночных соединений в серийном и массовом производствах осуществляют комплексными предельными калибрами (пробками и кольцами), а ширину пазов контролируют пластинами. Допуски калибров для шпоночных соединений регламентированы ГОСТ 24109-80
Допуски и посадки шлицевых соединений.
Для передачи больших крутящих моментов в современном машиностроении применяют шлицевые соединения.
Вшлицевых прямобочных соединениях применяют три способа центрирования вала и втулки: по наружному диаметру D; по внутреннему диаметру d и по боковым поверхностям зубьев в, т. е. по толщине зуба вала и ширине паза втулки. Основные размеры и числа зубьев шлицевых соединений приведены в таблицах.
За нормальные размеры шлицевого соединения приняты наружный D и внутренний d диаметры и толщина зуба (ширина паза втулки) в.
Центрирование по D применяют в неподвижных и подвижных соединениях, передающих небольшой крутящий момент, когда твердость втулки невелика и ее обрабатывают чистовой протяжкой.
Центрирование по d применяют в тех случаях, когда требуется повышенная точность совмещения геометрических осей вала и втулки и когда шлицевую втулку после термической обработки шлифуют по внутреннему диаметру.
Центрирование по боковым поверхностям зубьев в применяют при невысоких требованиях к соосности, передаче больших крутящих моментов, а также знакопеременных нагрузках.
Наибольшее количество посадок предусмотрено по центрирующим диаметрам и боковым поверхностям зубьев. По центрирующим диаметрам предусмотрены большие зазоры, облегчающие сборку.
На чертежах щлицевое соединение обозначается условным сочетанием букв и цифр. Слева буквой указывают поверхность центрирования, правее — число зубьев после первого знака х — номинальный размер внутреннего диаметра (если d является центрирующим, то правее номинального диаметра указывают поля допусков по d), после второго знака х — номинальный размер и поля допусков по наружному диаметру D после третьего знака х — размер с полями допусков по в.
Ниже приведены примеры условных обозначений прямобочных шлицевыхсоединений, в которых стоящая вначале буква указывает на принятый метод центрирования, последующие числовые значения соответствуют числу шлиц z, внутреннему диаметру d, наружному диаметру D и ширине зуба b:
d – 8 х 46 H7/f7 х 50 H12/а11 х 9 D9/f8
D – 8 х 46 H11/а11 х 50 H7/js 6 х 9 F8/fs 7
b – 8 х 46 х 50 х 9 D9/e8
Поля допусков и посадки по каждому из трех элементов шлицевого соединения указаны непосредственно после числового значения по ГОСТ 25346-82. В условном обозначении допускается не указывать посадку по нецентрирующему диаметру, поскольку отклонение таких диаметров определяется ГОСТом и выбирается из ряда: a11, b12, H11, H12
Профиль эвольвентных шлицев имеет большую боковую поверхность соприкосновения. Такое соединение прочнее, чем у соединений с прямобочным профилем, поскольку имеет большее сечение в основании зуба.
Основным является центрирование по боковым сторонам зубьев, при котором в отличие от прямобочных достигается достаточно хорошая соосность деталей.
Условное обозначение эвольвентных шлицевых соединений содержит значения номинального диаметра соединения D, модуля т, обозначение посадки соединения, помещаемое после размеров центрирующих элементов.
Например: при центрировании по боковым поверхностям зубьев D=50мм m=2мм посадка c центрированием по боковым сторонам зубьев и посадкой S(e)- 9H/9g
соединение 50 х 2 х 9H/9g ГОСТ6033-80
вал 50 х 2 х 9g ГОСТ6033-80
отверстие 50 х 2 х 9H ГОСТ6033-80
при центрировании по наружному диаметру D=50мм m=2мм посадка по центрирующему диаметру D H7/g6 и по боковым поверхностям S(e)- 9H/9h
соединение 50 х H7/g6 х 2 х 9H/9h ГОСТ6033-80
вал 50 х g6 х 2 х 9h ГОСТ6033-80
отверстие 50 х H7 х 2 х 9H ГОСТ6033-80
Эвольвентные шлицевые соединения контролируют комплексными проходными и гладкими непроходными калибрами.
Волнистость и шероховатость поверхности. Параметры шероховатости.
При любом методе обработки деталей (опиливание, сверление и т. д.) их поверхность не получается идеально гладкой. Всегда остаются некоторые неровности.
Согласно ГОСТ 2789 — 73, шероховатостью поверхностиназывается совокупность неровностей с относительно малыми шагами, выделенная с помощью базовой длины
В качестве критериев шероховатости поверхностей установлены два основных параметра:
· среднее арифметическое отклонение профиля Ra, которое характеризует среднюю высоту всех неровностей профиля;
· высота неровностей профиля по десяти точкам Rz, которая характеризует среднюю высоту наибольших неровностей профиля
Числовые значения параметров Ra и Rz приведены в специальных таблицах стандартов.
.
ГОСТ 2789—73 предусматривает следующие параметры для оценки шероховатости поверхности детали:
высотные:
Rа — среднее арифметическое отклонение профиля,
Rz — высота неровностей профиля по 10 точкам,
Rmax — наибольшая высота профиля;
шаговые:
S — средний шаг неровностей профиля по вершинам,
Sm — средний шаг неровностей профиля по средней линии,
tp — относительная опорная длина профиля.
Определение этих параметров производится в пределах базовой длины.
Базовой линией (поверхностью)называется линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Базовая длина I— это длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
Базовые длины устанавливаются с учетом эксплуатационных особенностей.
Средней линией профиля тназывается базовая линия, имеющая форму номинального (геометрического) профиля поверхности и делящая действительный профиль так, что в пределах базовой длины / сумма квадратов расстояний ух, у2, ..., упточек профиля до этой линии минимальна.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей детали независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованием конструкции.
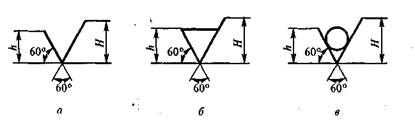
Знаки, используемые для обозначения шероховатости поверхности при различных способах ее обработки, показаны на рисунке:
а- вид обработки конструктором не устанавливается,
б- вид обработки поверхности с удалением слоя материала
в- вид обработки поверхности с удалением слоя материала
Направление неровности поверхностей по ГОСТ 2789-73
Для контроля шероховатости поверхности деталей применяют специальные приборы: профилометры и профилографы, а также эталоны шероховатости поверхности. Профилометры характеризуют шероховатость поверхности по числовым параметрам: среднему арифметическому отклонению профиля Ra и высоте неровностей профиля Rz. Профилографы изображают профиль контролируемой поверхности в таком масштабе, чтобы можно было непосредственно измерить элементы профиля. По эталонам шероховатость контролируют путем сравнения.
Существует 3 способа назначения шероховатости поверхностей:
1. По рекомендациям для отдельных видов сопряжений, например: для посадочных поверхностей подшипников скольжения Ra задается в пределах 0,4-0,8 мк, для посадок с натягом Ra задается 0,8 -1,6 мк, поверхность валов под уплотнение Ra задается 0,2 – 0,4 мк.