После определения параметр Ra округляют до ближайшего числа из стандартного ряда установленного ГОСЬТ 2789-73.
Пример: На чертеже детали задан Ø122 H7
(решение задачи смотри страницу 22)
Номинальный размер отверстия 122 мм,
нижнее отклонение отверстия EI = 0 мк (0 мм),
верхнее отклонение отверстия ES = +40 мк (+0,040 мм).
решение:
Поле допуска отверстия
ITD = Dmax - Dmin= 122,04 - 122 = 0,04 мм
или ITD = ES - Е1 = 40- 0 = 40 мк.
Rz = 0,33 I TД = 0,33 ∙ 40=13,20 мк ≥8 мк Ra = 0,25 ∙Rz =0,25∙13,20= 3,30 мк
После округления на чертеже детали принимаем Ra =3,2 мк
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ
Геометрическая форма любой детали машины представляет собой обычно комбинацию плоских, цилиндрических, конических, сферических и других поверхностей. Действительная (реальная) форма, полученная при изготовлении детали, несколько отличается от номинальной геометрической формы (заданной чертежом).
Реальная поверхность — поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Номинальная поверхность– это идеальная поверхность, форма которой задана чертежом или другой технической документацией. Поверхность реальной детали может иметь отклонения от номинальной поверхности.
Отклонение формы– отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля. Количественное отклонение формы оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности по нормали к прилегающей поверхности (профилю).
Допуск формы– наибольшее допустимое значение отклонения формы.
Поле допуска формы- это область в пространстве или плоскости, внутри которой должны находиться все точки реально рассматриваемого элемента поверхности в пределах нормируемого участка.
Выпуклость– это частная форма отклонения от прямолинейности, при которой удаление точек реального профиля от прилегающей прямой уменьшается от краев к середине.
Вогнутость- частная форма отклонения от прямолинейности, при которой удаление точек реального профиля от прилегающей прямой увеличивается от краев к середине.
Овальность– частный вид отклонения от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях.
Огранка– частный вид отклонения от круглости, при котором реальный профиль представляет собой многогранную фигуру.
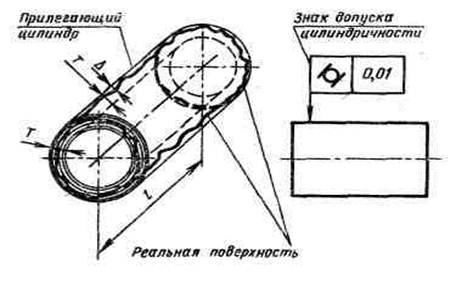
Отклонение от цилиндричности– наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка.
Конусообразность– частный вид отклонения профиля продольного сечения, при котором образующие прямолинейны, но не параллельны.
Бочкообразность– частный вид отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения.
Седлообразность– частный вид отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения.
Отклонение расположения поверхностей– это отклонение реального расположения рассматриваемого элемента детали от его номинального расположения
Отклонение от параллельности- это разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка.
Отклонение от перпендикулярности- это отклонение угла между плоскостями от прямого угла, выраженное в линейных единицах на длине нормируемого участка
Отклонение наклона плоскости- это отклонение угла между плоскостью и базовой плоскостью или базовой осью (прямой) от номинального угла, выраженное в линейных единицах на длине нормируемого участка.
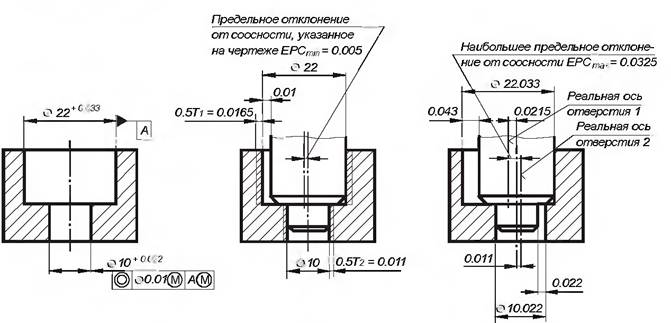
Отклонение от соосности- это наибольшее расстояние между осью рассматриваемой поверхностью и общей осью двух или нескольких поверхностей вращения на длине нормируемого участка.
позиционное отклонение- это наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка.
Отклонение от пересечения осей- это наименьшее расстояние между осями, номинально пересекающимися.
Суммарное отклонение– результат совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных баз.
Радиальное биение– результат совместного проявления отклонения круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси.
Полное Радиальное биение– разность наибольшего и наименьшего расстояния от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
Полное Торцовое биение– результат совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси.
Отклонение формы заданного профиля- это наибольшее отклонение точек реального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка
Отклонение формы заданной поверхности- это наибольшее отклонение точек реального профиля, определяемое по нормали к номинальной поверхности в пределах нормируемого участка.
отклонение от цилиндричности и допуск цилиндричности
( l длина нормируемого участка)
Допуски формы и расположения и их условные знаки
Поле допуска — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску полного торцового биения , и перпендикулярными базовой оси. Это отклонение — результат совместного проявления отклонений от плоскостности и от перпендикулярности.
Значения допусков торцового и полного торцового биений, радиального и полного радиального биений приведены в справочниках.
Допуск расположения или формы может быть независимым илизависимым.
Независимый допуск — допуск, числовое значение которого постоянно для всей совокупности деталей и который не зависит от действительного размера рассматриваемого или базового элемента. Его числовое значение постоянно для всей совокупности деталей, изготовляемых по чертежу. На чертежах обозначается знаком S. Зависимый допуск – допуск расположения, числовое значение которого переменно для различных деталей, изготавливаемых по данному чертежу. Этот предельный допуск расположения , min значение которого указывают на чертежах и которое допускается превышать на величину, соответствующую отклонению действительного размера рассматриваемого элемента данной детали от проходного предела (dmax или Dmin ). Обозначается на чертежах знаком М.
РАЗМЕРНЫЕЦЕПИ
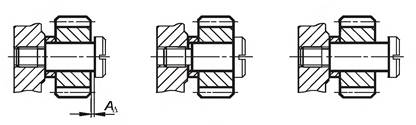
Механизм состоит из взаимозаменяемых сборочных единиц, необходимо, чтобы каждая отдельная деталь занимала заданное ей положение относительно других деталей.
Обеспечение точностных технических требований достигается выявлением и расчетом размерных цепей.
Для свободного вращения зубчатого колеса на оси необходим зазор А∆ , на зазор влияют размеры А3 , А2 , А1.
Размерной цепьюназывают совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. В зависимости от вида задач размерные цепи делятся на конструкторские, технологические и измерительные. Цепи, относящиеся к собранным изделиям, называют сборочными. Технологические цепи типичны при расчете положения поверхностей, осей и припусков под механическую обработку у отдельных деталей.
Размеры, образующие цепь, называются звеньями. В зависимости от их вида различают линейные, угловые и смешанные размерные цепи. Различают плоские размерные цепи - звенья расположены в одной или нескольких параллельных плоскостях и пространственные - часть или все звенья расположены в непараллельных плоскостях. Звенья размерной цепи обозначаются одной из прописных букв русского алфавита с числовыми индексами. В угловой размерной цепи звенья обозначаются строчными буквами греческого алфавита с числовыми индексами, соответствующими номеру звена цепи.
Отдельные звенья могут иметь нулевые номинальные размеры (биения, начальные значения параллельности, соосности, величины зазоров или натягов, температурные или упругие деформации).
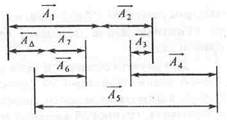
Размерная цепь состоит из составляющих звеньев и замыкающего.Составляющие звенья функционально связаны с замыкающим. Замыкающее звено размерной цепи является исходным при постановке задачи или получается последним в результате ее решения. Оно имеет индекс в виде прописной буквы ∆, например А∆, Б∆, β∆, γ∆ . Составляющие звенья различают увеличивающие и уменьшающие. Увеличивающими звеньями называют звенья, с увеличение которых замыкающее звено увеличивается. Уменьшающими звеньями называют звенья размерной цепи, с увеличением которых за мыкающее звено уменьшается.
На примере размерной цепи звенья с индексами 1; 2; 4; 6 являются увеличивающими, а с индексами 3; 5; 7 - уменьшающими.
На чертежах нельзя допускать замкнутых размерных цепей -один из размеров должен быть опущен, либо указан как размер для справок. В противном случае возможно появление брака.
Размеры гладкого цилиндрического соединения образуют трехзвенную цепь, в которой номиналом замыкающего звена является зазор, в соединении диаметр вала является уменьшающим звеном, а диаметр отверстия увеличивающим.
Размер замыкающего звена в процессе обработки или сборки получается как следствие обеспечения заданной точности каждого из составляющих звеньев, следовательно, замыкающее звено в размерной цепи является самым неточным, так как его погрешность суммируется из погрешностей остальных размеров. Поэтому следует стремиться составлять размерную цепь из минимально необходимого числа звеньев.
Размерная цепь используется для решения двух типов задач: прямой и обратной.
Прямая задачазаключается в назначении номиналов и полей допусков составляющих звеньев по известным предельным размерам замыкающего звена. Номиналы составляющих звеньев, как правило, назначают предварительно на основе расчетов или из конструкторских соображений. Прямые задачи типичны для решения конструкторских размерных цепей.
Обратная задачазаключается в определении номиналов и предельных отклонений замыкающего звена по известным номинальным размерам и предельным отклонениям составляющих звеньев. Обратная задача позволяет проверить правильность решения прямой задачи.
Для расчета размерной цепи используются несколько методов: полной взаимозаменяемости (метод максимумов-минимумов); неполной взаимозаменяемости (вероятностный метод); пригонки; регулирования; групповой взаимозаменяемости.
При применении метода максимумов-минимумов предполагается, что в одной размерной цепи одновременно могут оказаться все звенья с предельными значениями, причем увеличивающие звенья только с верхними (нижними) предельными отклонениями и уменьшающие звенья с нижними (верхними) предельными отклонениями, тогда размер замыкающего звена находится в пределах от максимально возможного до минимального.
Метод максимумов-минимумов применяют в случаях, когда необходима полная взаимозаменяемость в штучных изделиях для относительно коротких размерных цепей (до пяти звеньев), ориентировочных расчетов в грубых размерных цепях (хотя бы у одного звена допуск имеет очень большую величину), а также для технологических размерных цепей в единичном и серийном производстве, в остальных случаях целесообразно применять вероятностный метод.
Государственная система стандартизации.
Стандартизация - нормативный метод обеспечения качества продукции.
Стандартизация осуществляется на различных уровнях.
Правовые основы стандартизации в России установлены Законом РФ от 10 июня 1993 г. № 5154-1 «О стандартизации». Положения Закона обязательны к выполнению.
Государственное управление стандартизацией в Российской Федерации осуществляет Комитет Российской Федерации по стандартизации, метрологии и сертификации (Госстандарт России).
ГОССТАНДАРТ:
• формирует и реализует - государственную политику в области стандартизации,
• осуществляет государственный контроль и надзор за соблюдением обязательных требований государственных стандартов
• проводит координацию деятельности госорганов;
• взаимодействие с органами власти субъектов Федерации, городов, а также с общественными объединениями и субъектами хозяйственной деятельности,
• организует профессиональную подготовку и переподготовку кадров в области стандартизации
• участвует в работах по международной стандартизации, устанавливает правила применения международных стандартов на территории РФ.
Объектами государственной стандартизации являются: продукция, работы и услуги, имеющие межотраслевое значение. Государственные стандарты должны содержать (обязательные требования подчеркнуты):
• требования к продукции, работам и услугам по их безопасности:
* для окружающей среды,
* жизни, здоровья и имущества,
* пожарной безопасности
* техники безопасности и производственной санитарии:
• требования по технической и информационной совместимости, а также взаимозаменяемости продукции;
• правила и нормы, обеспечивающие техническое и информационное единство при разработке, производстве и использовании продукции:
* правила оформления технической документации.
* допуски и посадки,
* общие правила обеспечения качества продукции, работ и
услуг
* сохранения и рационального использования всех видов
ресурсов
* термины и их определения,
* условные обозначения,
* метрологические и другие общетехнические и
организационно-технические правила и нормы
• основные потребительские (эксплуатационные) характеристики продукции:
* методы контроля,
* требования к упаковке, маркировке, транспортированию,
хранению, применению и утилизации продукции.
Стандартом называют нормативный документ по стандартизации, разработанный, как правило, на основании договора, характеризующегося отсутствием возражений по существенным вопросам у большинства заинтересованных сторон и утвержденный признанным органом (или предприятием).
Нормативный документ - документ, содержащий правила, общие принципы, характеристики, касающиеся определенных видов деятельности или их результатов, и доступный широкому кругу потребителей.
Рекомендации (Р) — нормативный документ, содержащий доброльные для применения организационно-технические и(или) общетехнические положения, правила, методы выполнения работ.
Правила по стандартизации (ПР) — нормативный документ по стандартизации, принимаемый Госстандартом или Госстроем России.
Порядок разработки стандартов включает следующие стадии:
· организация разработки стандарта;
· разработка проекта стандарта (первой редакции);
· разработка проекта стандарта (окончательной редакции);
· утверждение и государственная регистрация стандарта;
· издание стандарта.
Организация разработок стандартов осуществляется на основе заявок в технический комитет по закрепленным за ними объектам стандартизации. Технический комитет организует разработку проекта стандарта: определяет подкомитет, в котором будут разрабатывать стандарт; назначает рабочую группу или предприятие для разработки проекта стандарта; устанавливает сроки выполнения работ по стадиям разработки стандарта в соответствии со сроком, установленным договором.
Рабочая группа (предприятие) готовит проект стандарта и пояснительную записку к нему. Технический комитет (подкомитет) с учетом предложений, полученных от членов комитета, подготавливает первую редакцию проекта стандарта, с учетом поступивших отзывов готовит окончательную редакцию проекта стандарта и направляет ее с пояснительной запиской органам государственного надзора, в научно-исследовательские организации.
Утверждение и государственную регистрацию стандарта осуществляет Госстандарт России или Минстрой России, которые проводят проверку стандарта на соответствие требованиям законодательства, действующих государственных стандартов РФ, метрологическим правилам и нормам применяемой терминологии, правилам построения и изложения стандартов. При утверждении стандарта устанавливают дату его введения в действие с учетом мероприятий, необходимых для внедрения стандарта.
Обновление, отмену и пересмотр стандарта осуществляет технический комитет, который разрабатывает и направляет в Госстандарт России (Минстрой России) проект изменения к стандарту или предложение по отмене стандарта.
Новому стандарту присваивают обозначение старого стандарта с заменой двух последних цифр года утверждения.
Основными частями текста стандарта являются:
• Наименование стандарта - предназначено для однозначной идентификации документа, должно отражать его смысл и принадлежность системе стандартов;
• Вводная часть (преамбула) - указывается область распространения, уточняется сфера действия стандарта;
• Требования стандарта - содержит формулировки требований к объектам стандартизации;
• Ссылки на другие нормативные документы - дается перечень документов, на которые ссылается данный стандарт.
• Кроме того, в стандартах принято давать разделы:
• «Используемая терминология» - содержащие определения или пояснения специальных терминов, используемых в стандарте;
• «Классификация» - приводится классификация объектов стандартизации.
Категории стандартов, действующих на территории России:
· государственный стандарт РФ - ГОСТ Р;
· отраслевой стандарт - ОСТ;
· технические условия - ТУ;
· стандарты предприятий и объединений предприятий (союзов, ассоциаций, концернов, акционерных обществ, межотраслевых, региональных и других объединений) - СТП;
· стандарты научно-технических и инженерных обществ (союзов, ассоциаций и других общественных объединений) - СТО;
· межгосударственный стандарт СНГ - ГОСТ;
· международный стандарт - ИСО.
Международная стандартизация, участие в которой открыто для соответствующих органов всех стран. Результатом работы по международной стандартизации являются международные стандарты или рекомендации по стандартизации, используемые странами-участницами при создании или пересмотре национальных стандартов.
Международная организация по стандартизации (ИСО) создана в 1946 г., является неправительственной организацией и пользуется консультативным статусом ООН.
Членами ИСО могут быть национальные организации по стандартизации; представительство страны, не имеющей национальной организации по стандартизации.
В настоящее время комитет-членами ИСО являются более 90 стран.
Целью ИСО является содействие развитию стандартизации в мировом масштабе для облегчения международного товарообмена и взаимопомощи, а также для расширения сотрудничества в области интеллектуальной, научной, технической и экономической деятельности.
ИСО имеет право: устанавливать международные стандарты при условии согласия всех членов; способствовать внедрению и облегчать применение новых прогрессивных стандартов; организовывать обмен информацией о работах своих членов и технических комитетов; сотрудничать с другими международными организациями.
Официальными языками ИСО признаны русский, английский и французский.
Технические комитеты и подкомитеты осуществляют всю основную работу по созданию международных стандартов.
Проект международного стандарта считается принятым, если за него проголосовало не менее двух третей членов данного технического комитета или подкомитета.
Региональная стандартизация, участие в которой открыто для соответствующих органов стран только одного географического или экономического региона мира, например ABC - региональная система Америка-Британия-Канада (1952), RCD - региональная система Турция-Иран-Пакистан (1961) и т.д.
Методические основы стандартизации
К главным принципам стандартизации относятся:
• комплексность - систематизация и оптимальная увязка всех взаимодействующих факторов, обеспечивающих требуемый технический уровень и качество продукции в процессе установления и применения нормативной документации (НД).
• опережающее развитие - это развитие стандартизации с учетом изменения во времени показателей качества объектов стандартизации и установление повышенных по отношению к уже достигнутому на практике уровню норм, требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее время;
• общая классификация - выделение у объекта основных классификационных признаков и их ранжирование по значимости.