Избыточное давление на самом деле порождает даже еще больше проблем, чем описал Василий.
не советую точить европейские ножи из обычной стали на угол меньше 35 градусов
я много экспериментировал и с современными и с антикварными, результат один и тот-же --- не годится заточка в 25 градусов для умеренно твердых сталей (с твердостью 56 HRC и меньше)
такие ножи, будучи заточенными на более острый угол ножи режут хуже думаю, что это из-за недостаточной жесткости
то есть недостаточно жесткое полотно ножа в зоне РК дает волну (прогибается) и это снижает режущую способность, так как контакт на РК получается не такой жесткий, рука все это хорошо чувствует
для очень твердых сталей еще более-менее годятся очень острые углы, но твердость должна быть 58HRC и больше
речь идет о угле под которым сходятся подводы (или микроподводы, если они есть) на кромке, то есть именно о угле заострения
Dmitrich: Василий, огромное спасибо за этот материал - Вы прошли по этим граблям, и теперь я могу поведать нечто для Вас большее. До этого не поняли бы - слишком очевидно и просто. Работая на водниках, да и вообще на неподвижном абразиве Вы не в силах контролировать, где Вы обрабатываете сходы (фаски) и доходят ли риски от меньшей зернистости до кромки, либо мелкое зерно обрабатывает сход в районе ребра со спуском не трогая РК. Контроль этот возможен либо с применением приспособлений - увеличиваете угол со сменой зерна на 1градус на неподвижном абразиве, либо доводка по бликам, к которой пытаюсь Вас подвести. На семинаре ребята обратили внимание на мои слегка выпуклые сходы - это и есть изменение угла в процессе доводки, о чем я там и говорил. Итог - на РК гарантированно не должно выходить ничего от обдирке и пред. заточки, но только доводка. Обдираю на тихом круге, после чего обязательно прохожу Арканзасом или плоским стеклом, можно и плиткой КМД ВДОЛЬ РК и это, повторяю, после каждой смены зерна и окончательно довожу уже по бликам - тяну их только в районе РК - отсюда и небольшая выпуклость у меня на сходах. Продольное сглаживание веду с водой, усилие минимальное до появления блеска на вершинах крупных рисок и стараюсь сгладить мелкие - полное уничтожение предыдущих наклепов и всяких бяк, с выравниванием РК. При пред. заточке и окончательной доводке, направление штрихов, как я писал , 45градусов к а касательной РК. Довожу окончательно притирами, и блик от финиш притира не идет дальше 1/3 схода от РК, усилия нажима минимальные, съем мизерный, но гарантировано на кромке. Чем быстрее придете к подконтрольной обработке с приспособлениями или по блику тем меньше у Вас возникнет вопросов. Еще раз - полный контроль зоны обработки на сходах при окончательной доводке.
Mutant:
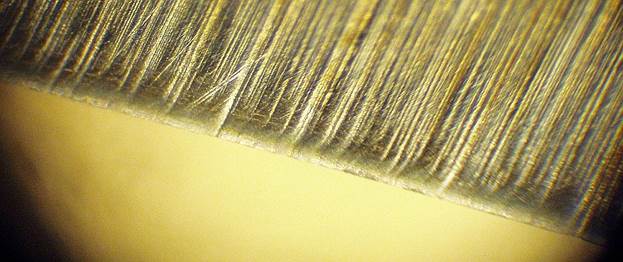
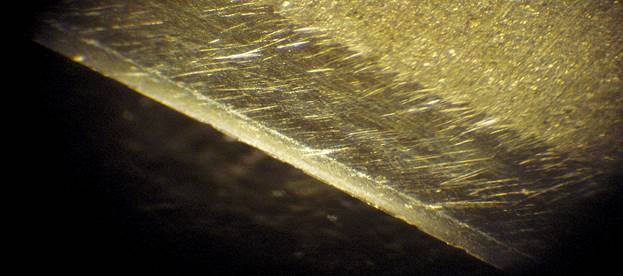
Имеется в виду вот это, я правильно Вас понимаю, Владимир Дмитриевич?
А можно поподробнее - имеются в виду только кухонные ножи, или всевозможные? И волна - как у бритвы на ногте, или по-другому? Пожалуй, соглашусь, если фаски 25*на самой РК - маловато, 30* уже лучше, 35-45* совсем хорошо. Увы, у меня нет нормальной статистики - точеные ножи либо вообще не возвращаются, либо возвращаются через год-полтора, в весьма сработанном состоянии. И самое интересное - процесс начальной потери остроты оценить не представляется возможным. То есть как это происходит, выкрашиванием, или смятием, загибанием РК с последующим обламыванием, и насколько быстро - не знаю. Дальше уже понятно, происходит зашлифовывыние, заоваливание РК с пластической деформацией разрезаемым материалом и/или подложкой.
С твердыми сталями сталкиваться не приходилось. Роззелевская UHC особо твердой не показалась, да там и линза с окончательным углом градусов 40, если не больне.
Dmitrich:
Василий, именно это, я имел в виду. Получение безукоризненной и красивой заточки требует много внимания, казалось бы, к простыв вещам. Как не пытался Вам внушить, что в доводке нет пустяков, попытки мои не увенчались успехом - простое и очевидное оказалось трудно применяемым, хотя все Вы это знаете. Попытаюсь еще раз указать на некоторые пустяки.
Работая на любом бруске, надо всегда держать его ровным и поправлять, как японцы в процессе работы, а не по случаю свободного времени. Камень с крупным зерном изнашивается больше и быстрее, появляется седловина, которая сразу на обдирке скругляет фаску даже с приспособлениями, по этому грубый камень должен быть заправлен в первую очередь, особенно мягкий - проще ловить фаску. Вот за это я люблю притиры и керамики - долго держат форму. Полученная на обдирке выпуклость вредит следующим операциям - при более мелком зерне съём металла за проход меньше, добиваясь заусенца, Вы еще больше увеличиваете округление и что получаете на выходе - трудно понять.
Округлость фаски получается еще в результата неравномерного усилия нажима, конторе должно быть постоянным во время всего прохода - знаю, но и сам иногда это не контролирую, и приходится исправлять.
Доведу до Вас методу исправления выпуклости фаски, которая содержит в себе исключение из правил и применять его надо с головой и только для выравнивания схода, но не для заточки. Этому методу меня научили мои наставники и приказали не держать его за глину для печника, которого она выручает при косяке. Как не покажется это диким, но выправить фаску можно продольным перемещением абразива, т.е. работать вдоль РК - угол держать на много проще.
После обдирки, пройдите сначала вдоль РК следующей сменой зерна, но после заточите на нем, как надо - не допустив к кромке продольных рисок, и так со следующим зерном, кончая всегда нормальным направлением заточки, даже и на керамиках. Это помогает всегда поймать фаску на бруске и проконтролировать зону обработки - легко видеть как и где рисками заточки убираются продольные риски.
В большинстве случаев, ощущения не проявляются, когда Вы работаете не в районе РК, а где-то на фаске. Выпуклость фаски не дает возможность гарантировано работать на РК. Писал о продольных рисках между переходами. Они наводятся очень слабым нажимом, и когда начинаете их убирать нормальной заточкой, еще раз повторяю, слегка нажмите и сделайте движение заточки - по основным рискам определите, где Вы работаете.
Рекомендую для тренировки положить, в начале, на брусок полоску тонкого картона и сделать несколько движений заточки на ней с почти никаким нажимом, найдя, тем самым, угол наклона, при котором РК только-только начнет цеплять картон. Зафиксируете этот угол и продолжайте уже на бруске. Это положение может быть откорректировано Вами - чуть назад и Вы исправляете фаску, чуть вперед и Вы меняете в сторону увеличения угол заточки при переходе на тонкий абразив. Уверен, Вы с этим разберетесь. Ловить блик легко, когда лампа светит вдоль Вашей груди, или перпендикулярно ей - только блики поменяют цвет, но это самый точный способ контроля места обработки. Начинайте вести блик с малым нажимом.