1 Задати номінальний діаметр заготовки D.
2 Задати схему розкрою SR:
1) однорядний розкрій з бічним притиском смуги, SR = 1;
2) однорядний розкрій без бічного притиску смуги, SR = 2;
3) однорядний розкрій з одним кроковим ножем , SR = 3;
4) однорядний розкрій із двома кроковими ножами, SR = 4;
5) дворядний розкрій без зміщення центру круглої заготовки в подовжньому напрямку (штампування з поворотом без бічного пртиску), SR =5;
6) те ж із зміщенням центрів одного ряду на півкроку щодо один одного (штампування з поворотом без бічного притиску)SR=6.
3 Задати бічну перемичку для м'якої сталі з урахуванням товщини і розмірів деталі при однорядному розкрої А1 таблиці 39.
4 Задати перемичку між деталями для м'якої сталі А2 таблиці 39.
5 Задати величину відносного допуску на ширину Д1 таблиці 40.
6 Задати найменший зазор між смугою і направляючими смуги у штампі Z1 таблиці 41.
7 Задати допуск на відстань між направляючими смуги і направляючою смуги в штампі Z2 таблиці 41.
Таблиця 39 - Дані для вибору перемичок (вирубування круглих
заготовок)
| Товщина
матеріалу,
мм
| Перемичка А
| Діаметр заготовки D, мм
|
| До 50
| Від 50 до 100
| Від
100 до 200
|
| Від 0,5 до 1
| А1
| 1,2
| 1,4
| 1,6
|
|
| A2
| 0,8
|
| 1,2
|
| Від 1 до 1,5
| А1
| 1,5
| 1,7
| 1,9
|
|
| A2
| 1,1
| 1,3
| 1,5
|
| Від 1,5 до 2
| А1
| 1,9
| 2,1
| 2,3
|
|
| A2
| 1,5
| 1,7
| 1,9
|
| Від 2 до 2,5
| А1
| 2,3
| 2,5
| 2,7
|
|
| A2
| 1,8
|
| 2,4
|
Таблиця 40 - Відносний допуск на ширину смуги Д1
| Ширина смуги BP, мм
| Товщина металу, мм
|
| До 1
| Від 1 до 2
| Від 2 до 3
|
| До 50
| 0,4
| 0,5
| 0,7
|
| Від 50 до 100
| 0,5
| 0,6
| 0,8
|
| Від 100 до 150
| 0,6
| 0,7
| 0,9
|
| Від 150 до 220
| 0,7
| 0,8
| 1,0
|
| Від 220 до 300
| 0,8
| 0,9
| 1,1
|
| | | | | |
8 Задати коефіцієнт К, враховуючий матеріал і його властивості при виборі перемичок:
а) м'яка сталь (G £ 400МПа) – к = 1;
б) тверда сталь (G > 400МПа) – к = 0,9;
в) бронза, латунь – к = 1,2;
г) мідь, алюміній – к = 1,3;
д) магнієві сплави – к = 2.
Таблиця 41 - Дані для вибору допуску Z1 і зазору Z2
| Ширина
смуги BP, мм
| Z2
| Z1 при товщині S, мм
|
| До 1
| Від1 до 2
| Від 2
|
| До 10
| 0,15
| 0,5
| 0,75
|
|
| Від 10 до 50
| 0,25
| 0,5
| 0,75
|
|
| Від 50 до 80
| 0,30
| 0,75
| 0,8
|
|
| Від 80 до 120
| 0,35
|
|
| 1,2
|
| Від 120 до 180
| 0,40
|
| 1,2
| 1,4
|
| Від 180 до 250
| 0,45
| 1,2
| 1,4
| 1,5
|
| Від 250 до 315
| 0,52
| 1,2
| 1,4
| 1,5
|
| | | | | | | |
9 Задати розміри листів, які передбачається розкроїти: ширину BL, довжину LL10.
10 Задати мінімальний відхід листа при різанні листа на смуги Д2 (30-50).
11 Визначити ширину смуги (результат округлити до 0,1), якщо:
1) SR=1, то  ;
;
2) SR=2, то  ;
;
3) SR=3, то  ;
;
4) SR=4, то  ;
;
4) SR=5, то  ;
;
5) SR=6, то  .
.
12 Визначити крок подачі (округлити до 0,1)  .
.
13 Визначити кількість смуг при поперечному розкрої листа  .
.
14 Визначити ширину поперечного відходу листа при поперечному розкрої листа  .
.
15 Визначити кількість деталей у смузі при поперечному розкрої листа:

 ;
;
 .
.
16 Визначити ширину подовжнього відходу при поперечному розкрої:

 ;
;
 .
.
17 Визначити коефіцієнт використання металу при поперечному розкрої листа
 .
.
18 Друкувати: розміри листа, тип розкрою, ширину смуги, крок подачі, кількість смуг, кількість деталей у смузі, КІМ.
19 Визначити кількість смуг при подовжньому розкрої листа  .
.
20 Визначити ширину подовжнього відходу при подовжньому розкрої листа  .
.
21 Визначити кількість деталей у смузі при подовжньому розкрої листа:

 ;
;
 .
.
22 Визначити ширину поперечного відходу при подовжньому розкрої:
 ;
;
 ;
;
 .
.
23 Визначити КІМ при подовжньому розкрої листа
 .
.
24 Друкувати показники розкрою (див. п. 18).
25 Вибрати за КІМ оптимальний розкрій і вивести до друку параметри листів.
26 Вивести усі таблиці і рисунки до друку відповідно до алгоритму розрахунку.
Початкові дані до розрахунку розкрою листа: D = 80мм, S = 2,6мм, матеріал Сталь 20, ширина листа BL = 1000мм, довжина листа LL = 1500мм.
Нижче наведені схеми розкрою круглих заготовок (рис. 30,31,32,33).
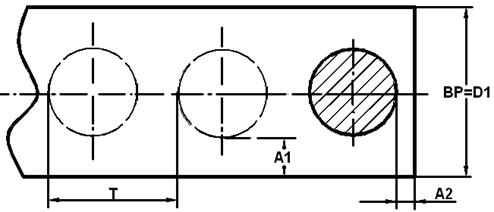
Рисунок 30 - Однорядний розкрій із бічним притиском
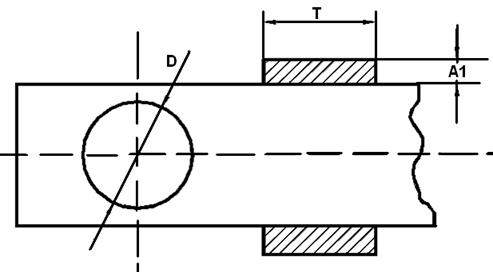
Рисунок 31 - Однорядний розкрій із двома кроковими ножами
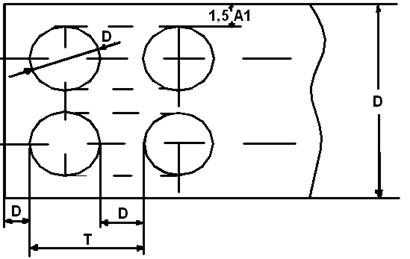
Рисунок 32 - Дворядний розкрій (штампування з поворотом без
зміщення одного ряду щодо іншого)
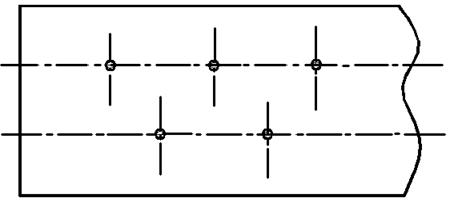
Рисунок 33 - Дворядний розкрій із зміщенням одного ряду щодо
іншого
За варіантом завдання (табл. 42) виконати розрахунок розкрою листа при штампуванні круглих плоских деталей і заготовок.
Таблиця 42 - Варіанти завдань
| Номер варіанта
| D, мм
| S, мм
| Матеріал
| Ширина листа BL, мм
| Довжина листа LL,мм
|
|
|
| 1,1
| Сталь 08кп
|
|
|
|
|
| 1,2
| М'яка сталь
|
|
|
|
|
| 1,3
| м'яка сталь
|
|
|
|
|
| 1,4
| Ст10
|
|
|
|
|
| 1,6
| Сталь 08кп
|
|
|
|
|
| 1,5
| Ст20
|
|
|
|
|
| 1,6
| Алюміній
|
|
|
|
|
| 1,7
| Ст10
|
|
|
|
|
| 1,8
| М'яка сталь
|
|
|
|
|
|
| Ст20
|
|
|
|
|
| 2,1
| Сталь 08кп
|
|
|
|
|
| 2,2
| Ст10
|
|
|
|
|
| 2,3
| Мідь
|
|
|
|
|
| 2,4
| Алюміній
|
|
|
|
|
| 2,6
| Ст20
|
|
|
