При изготовлении деталей в машиностроении большое значение имеет подготовка технологического процесса для их обработки. Основную долю затрат в такую подготовку вносят затраты на изготовление технологической оснастки, кроме того, такие работы являются очень трудоемкими. Одной из возможностей решения этой сложной задачи является применение стандартизированных элементов такого оборудования, позволяющие использовать его много кратно. Одним из вариантов такого оборудования являются станочные приспособления. По степени специализации станочные приспособления подразделяются на шесть групп:
Приспособления УБП, УНП, УСП, СРП относятся к классу переналаживаемых приспособлений. Переходим к описанию этих приспособлений.
Конструкции УБП содержат несъемные регулируемые установочные и зажимные элементы непрерывного или дискретного типа. Все другие группы приспособлений отличаются тем, что являются сборными [22]. Они содержат базовые детали, на которых устанавливаются сменные установочные и зажимные элементы. Фиксацию элементов и узлов осуществляют паз – шпонкой или палец отверстие. В последнем случае базовая плита имеет сетку отверстий.
Универсально наладочные приспособления (УНП) предназначены для обработки деталей, различных по конструктивно технологическим параметрам. Их компонуют из базовой части и сменной наладки. Базовая часть является постоянной и может быть изготовлена заблаговременно и централизовано по соответствующим стандартам. Сменную наладку проектируют и изготавливают по мере надобности в зависимости от конструктивных особенностям обрабатываемых заготовок.
Базовая часть обычно состоит из: корпуса приспособления со встроенным или прикрепленным силовым приводом, зажимного механизма, элементов для базирования сменных наладок.
Сменные наладки состоят из установочных элементов, и в некоторых случаях, дополнительных зажимных устройств. При переходе на обработку другой детали УНП переналаживают одним из следующих способов: 1) перестановкой и пере закреплением постоянных установочных элементов; 2) полной или частичной заменой установочных и других сменных элементов; 3) одновременной заменой и перемещением установочных и других сменных элементов.
На рис. показано приспособление УНП для сверления радиального отверстия в кольце (рис.), которое содержит:
1 - корпус кондуктора;
2 - кондукторная втулка;
3 - заготовка;
4 - сменный элемент УНП – ступенчатый вал с отверстием;
5 - втулка для закрепления заготовки по правому торцу;
6 - ось для установки сменного элемента;
7 - гайка барашковая.
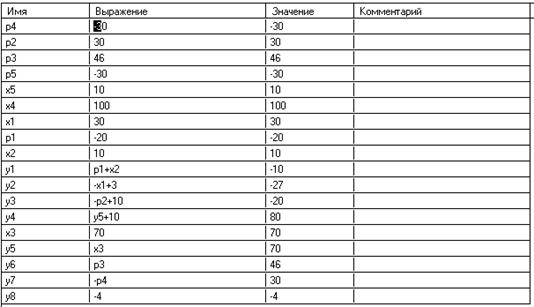
Параметризованный чертеж кондуктора автоматически настраивается на размеры р1-р5.
Рис.1.6. Параметризованный чертеж кондуктора.
Таблица переменных параметризованного кондуктора
Таблица 1.6
Рис.2.6. Параметризованный чертеж втулки.
Таблица переменных параметризованной втулки
Таблица 2.6
Рис. 3.6. Параметризованный чертеж кольца.
Автоматизированное проектирование конструкции УНП содержит следующие этапы:
1. Разработка информационной базы конструкций УНП.
2. Определение метода достижения точности замыкающего звена.
3. Классификация деталей по конструктивно технологическим признакам и средств информационного поиска УНП.
4. Разработка параметризованных чертежей УНП применительно к обработке деталей данного класса.
5. Установление функциональных связей y = f (x, p), между размерами сменного элемента УНП и заготовки, где х – размеры заготовки, у – размеры сменного элемента, р – параметры приспособления.
6. Разработка программного модуля ввода размеров заготовки х в таблицу переменных параметризованной конструкции сменного элемента.
7. Подготовка исходной информации для проектирования УНП: точность технологического размера, степень автоматизации производства, масштаб выпуска, характеристики технологической системы.
8. Разработка программного модуля размерного анализа конструкции сменного элемента.
9. Разработка программного модуля расчета сил закрепления .
1. Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении. Под ред. Акад. Н.Г.Бруевича. – М.: Машиностроение, 1987.- 264с.: ил.- (Гибкие производственные системы)
2. Капустин Н.М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. М.: Машиностроение, 1976. 281 с.
3. Корчак С.Н. Системы автоматизированного проектирования технологических процессов механической обработки. М.: Машиностроение ,1987г
4. Система автоматизированного проектирования механообработки (СИТЕПМО), версия 4, МГТУ «СТАНКИН», Руководство пользователя, 2003г
5. Параметрическая система автоматизированного проектирования и черчения (T-FLEX CAD 2D и 3D), Руководство пользователя, 2000г
6. С.Васильев, В.Ушкевич, В.Кузьмин, А.Мазурин. СИТЕП: инвариантная система технологического проектирования. Ж. «САПР и графика», №7, 2000г.
7. Кузьмин В.В., Схиртладзе А.Г. Математическое моделирование технологических процессов сборки и механической обработки изделий машиностроения: Учебное пособие. М.: Высшая школа, 2009. — 279с.
8. Кузьмин В.В., Брежнева И.В., Марков П.Н. Свидетельство о государственной регистрации программы для ЭВМ «Автоматизированная система «Анализ технологичности конструкции деталей «АТКД» № 2011613704. Зарегистрировано в Реестре программ для ЭВМ 13 мая 2011г.
9. Системы автоматизированного проектирования технологических процессов, Методические указания к выполнению лабораторных работ, МГТУ «СТАНКИН», 1997г.
10. Единая система технологической подготовки производства.
Государственный комитет СССР по стандартам. Москва 1984, 360с
11. С .Ксенофонтов. Автоматизация проектирования и технологическая подготовка производства на базе комплекса T-FLEX. Интегрированный подход, ж. САПР и графика, №9,2002
Управление жизненным циклом продукции. – М.: Анахарсис, 2002. – 304с.
13. Кузьмин В.В., Максимовский Д.Е. Передача геометрической информации в технологическую среду. ж Вестник МГТУ «СТАНКИН». №2,2012г.
14. Кузьмин В.В. Размерный технологический анализ при проектировании технологической подготовки производства. ж. «Вестник машиностроения», №6, 2012г
14. . Кузьмин В.В., Схиртладзе А.Г. Математическое моделирование технологических процессов сборки и механической обработки изделий машиностроения: Учебное пособие. М.: Высшая школа, 2009. — 279с.
15. Максимовский Д.Е. Повышение автоматизации проектирования технологических процессов на основе конструкторско-технологической параметризации. ж. «Вестник машиностроения». № 2011г
16. Аверченков А.В. Автоматизация и идентификация конструктивно-технологических элементов деталей в интегрированных САПР. Диссертация на соискание ученой степени кандидата технологических наук. Брянск, 2004г.
17. Старков В.К., Кузьмин В.В., Масленникова М.Ю. Методы математического программирования для задач комплексной оптимизации режимов резания. М., Мосстанкин, 1990, 59с.
18. Справочник технолога-машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.Г. Мещерякова. – 4-е., перераб. И доп. – М.: Машиностроение, 1985. 496 с., ил.
19. Справочник технолога-машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.Г. Мещерякова. – 4-е., перераб. И доп. – М.: Машиностроение, 1985. 496 с., ил.
20. Смоленцев В.П. , Мельников В.П., Схиртладзе А.Г. Управление системами и процессами: Учебник. М.: Изд. Центр «Академия» 2010 – 336с.
21. Схиртладзе А.Г., Лазарева Т.Я., Мартемьянов Ю.Ф. Интегрированные системы проектирования и управления: Учебник. М.: Изд. Центр «Академия» 2010 – 352с.
22. Дворецкий С.И., МуромцевЮ.Л., Погонин В.А., Схиртладзе А.Г. «Модеоирование систем». Учебник. М.: Изд. Центр «Академия» 2009 – 320с.
23, Схиртладзе А.Г., Варонов В.Н., Борискин В.П. Автоматизация производственных процессов в машиностроении.: Учебник. Старый Оскол.: ООО «ТНТ». 2011, - 612с.
24. Схиртладзе А.Г., Бочкарев С.В., Лыков А.Н. Автоматизация технологических процессов в машиностроении.: Учебник. Пермь ГТУ. 2010 – 505с.
25. Никифоров А.Г., Ковшов А.Н., Схиртладзе А.Г. Теоретические основы прогнозирования в технике и технологии. Учебник. М.: Высшая школа., 2010. – 519с.
26. Кушнер В.С., Верещака А.С., Схиртладзе А.Г. Технологические основы в машиностроении: Учебник. М.:. .: Изд. Центр «Академия» 2010 – 389с.
27. Митрофанов С.П. Групповая технология машиностроительного производства. В 2-х т. 3-е изд., перераб. и
1. Соколовский А. П. Курс технологии машиностроения. – М.: Машгиз, 1947. – 435 с.
2. Митрофанов С. П., Гульянов Ю. А., Куликов Д. Д. Автоматизация технологической подготовки серийного производства.- М.: Машиностроение 1974.- 360 с.
3. «T–FLEX PARAMETRIC CAD ДВУХМЕРНОЕ ПРОЕКТИРОВАНИЕ И ЧЕРЧЕНИЕ». Руководство пользователей. АО «Топ Системы».
4. «СИТЕП-МО. Система технологического проектирования процессов механообработки ». Руководство пользователя. Холдинг «Станкин софт»
27. Скворцов А.В., Схиртладзе А.Г. Основы технологии автоматизированных машиностроительных производств:. Учебник. М.: Высшая школа., 2010. – 589с.
28.Схиртладзе А.Г., Федотов А.В., Хомченко В.Г. Автоматизация технологических процессов и производств. М.:»Абрис», 2012., 2012 – 565.с.
29. Схиртладзе А.Г., Технологические процессы в машиностроении. М.: Высшая школа., 2007. – 927с.
1. Соколовский А. П. Курс технологии машиностроения. – М.: Машгиз, 1947. – 435 с.
2. Митрофанов С. П., Гульянов Ю. А., Куликов Д. Д. Автоматизация технологической подготовки серийного производства.- М.: Машиностроение 1974.- 360 с.
3. «T–FLEX PARAMETRIC CAD ДВУХМЕРНОЕ ПРОЕКТИРОВАНИЕ И ЧЕРЧЕНИЕ». Руководство пользователей. АО «Топ Системы».
4. «СИТЕП-МО. Система технологического проектирования процессов механообработки ». Руководство пользователя. Холдинг «Станкин софт»
Актуальным направлением в сегодняшнем развитии промышленности является использование инструмента конструкторско-технологической параметризации. Так как это понятие состоит из двух частей, то каждую его часть следует расшифровать для анализа данного вопроса. Соответственно под конструкторской параметризацией понимается использование переменных параметров чертежа. На чертежах в качестве таких независимых величин — параметров используются значения различных размерных обозначений (линейных, радиальных, диаметральных или угловых). Идея создания параметрической модели конструкторского чертежа заключается в том, чтобы определить абсолютно все элементы изображения чертежа через множество размерных обозначений, проставленных на чертеже. Тогда, имея такую параметрическую модель, легко получить чертеж видоизмененного объекта путем его перерисовки в соответствии с задаваемым набором новых значений размеров. А под технологической параметризацией понимается использование переменных, связанных с параметрами технологического процесса. В технологическом процессе в качестве таких параметров используются значения различных переменных ТП (скорость V, подача S, глубина резания t, установочные приспособления, вспомогательный, режущий и мерительный инструменты и т.д.). Исходя из всего выше сказанного, под конструкторско-технологической параметризацией понимается установление связей между конструкторской и технологической параметризациями.
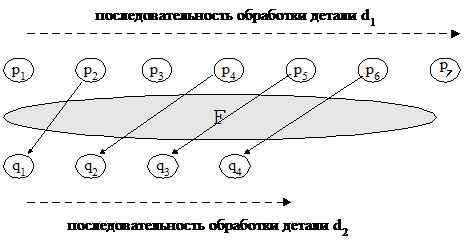
Так же важным направлением повышения автоматизации проектирования технологической подготовки машиностроительного производства является использование принципов унификации технологических решений (технологических процессов изготовления деталей – аналогов, типовых и групповых технологических процессов) [1,2]. Эффективность использования принципов унификации ТП заключается в том, что при выборе структуры ТП используется опыт проектирования ТП деталей той же группы, что и рассматриваемая деталь. Под структурой ТП понимается состав технологических переходов, последовательность их выполнения и группирование переходов в позиции, установы и операции. Две детали имеют одинаковую структуру ТП, если сохраняется последовательность выполнения переходов (см. рисунок1). и выполняются условия (1,2).
Рисунок 1 Последовательность выполнения переходов
Соответственно на рисунке 1 и - технологические переходы; - поверхности технологических баз; - обрабатываемые поверхности.F – однозначное отображение множества переходов ТП детали на множества переходов ТП детали .
,
( 1 )
то есть поверхности при отображении F сохраняются.
Для любой пары переходов детали выполняется условие:
,
( 2 )
то есть выполняется последовательность обработки.
Таким образом, при проектировании маршрутных и маршрутно-операционных ТП структура ТП передается из унифицированных деталей на рассматриваемую и остается проблема расчета параметров (шифров оборудования и оснастки, припусков, технологических размеров, показателей качества на каждом переходе, режимов резания и норм времени), то есть характеристик переходов, которые отражены в технологических картах. Необходимость расчетов параметров ТП определяется тем, что автоматический перенос параметров из унифицированных ТП на единичную деталь невозможен, так как параметры существенно зависят от размеров детали.
Этапы проектирования ТП на основе унификации в САПР ТП:
- разработка информационной базы деталей и ТП их изготовления, прошедших ранее этап проектирования и изготовления;
- классификация деталей по конструктивно – технологическим признакам;
- разработка комплексной детали (детали представителя) для деталей каждого класса;
- редактирование унифицированного ТП для «единичной» детали;
- расчет параметров ТП.
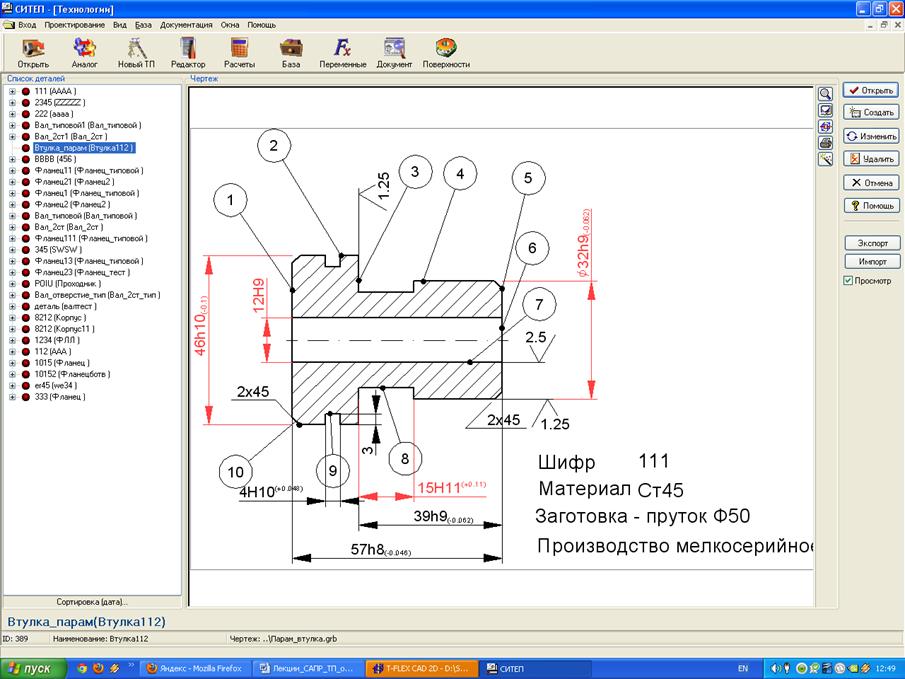
Ниже описана сущность конструкторско-технологической параметризации применительно к детали типа «фланец» в системах T-Flex и СИТЕП-МО.
Система T-Flex CAD предоставляет возможность для создания параметризованных моделей твердых тел, что является важным в процессе автоматизации конструкторско-технологической подготовки производственного процесса изготовления деталей машин. В данной работе на примере детали типа «Фланец» показаны возможности T-Flex CAD в создании параметризованных моделей. А также показаны возможности СИТЕП-МО при расчете параметров технологического процесса в автоматизированном режиме с применением параметризации.
Для пояснения технологии создания параметрической модели в системе T-Flex рассмотрим следующий пример. Условием данной задачи является построение параметрической модели фланца, из нескольких различных по форме и размерам фланцев. Задача состоит в том чтобы, задаваясь одним параметром система строила требуемый фланец из доступных в базе данных модели.
Для построения двумерной параметризованной модели следует открыть новый чертеж, и построить деталь в которую включены все параметры остальных деталей. Во время построения типовой детали все размеры задаются параметрами(d1-радиус окружности, b2- длина фаски и т.д.). Типовая деталь, включающая элементы всех фланцев изображена на рисунке 2.
Рисунок 2 Параметризованная модель фланца
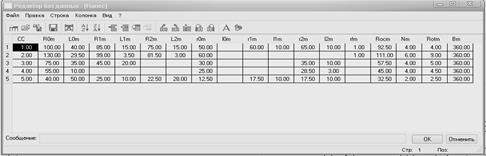
После построения данной модели строиться база данных размеров фланцев. Эта база носит название Flanec. В этой базе данных пять строк, а это говорит о том что наша модель умеет строить пять разных параметризированных фланцев. База данных изображена на рисунке 3.
Рисунок 3 База данных Flanec
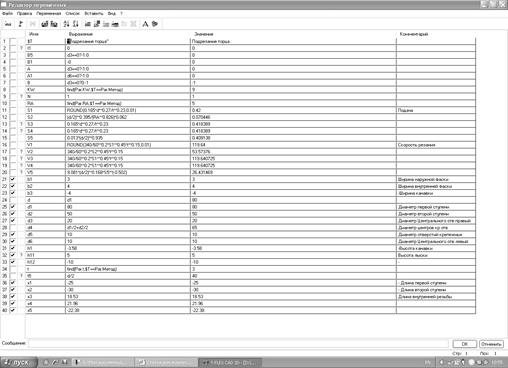
Следующим этапом является привязка базы данных Flanec к параметрической модели фланца. Это происходит через написание функций, которые связывают переменные модели с данными базы данных. На рисунке 4 представлена связь переменных с базой данных.
Рисунок 4 Связь переменных с базой данных
С помощью выбора переменной C от 1 до 5 строиться пять разных параметрических моделей фланца. Таким образом реализована технологическая параметризация в системе T-Flex CAD.
Этап редактирования унифицированного ТП в современных САПР ТП выполняется в диалоговом режиме с использованием Технологического Редактора САПР ТП. Сущность редактирования ТП заключается в удалении «лишних» операций и переходов из унифицированного ТП применительно к единичной детали. К «лишним» операциям по отношению к единичным деталям относятся те, которые связаны с обработкой поверхностей, которые отсутствуют в единичной детали. К «лишним» переходам относятся те, которые обеспечивают качество поверхности более высокое, чем это предусмотрено в чертеже.
Для автоматизации этапа редактирования предлагается метод конструкторско-технологической параметризации, который реализован в САПР ТП СИТЕП 4, разработанной в МГТУ «Станкин».
На этапе проектирования конструкции фланца устанавливаются переменные и соотношения между ними, которые позволяют при их обнулении преобразовать фланец в более простые детали (фланец без отверстия, вал ступенчатый, диск и т.д. ). При использовании принципов унификации на этапе проектирования ТП параметризованный фланец рассматривается как комплексная деталь, для которой разрабатывается унифицированный ТП. С каждым технологическим переходом (операцией) связана переменная параметризованного фланца. При обнулении этой переменной автоматически исчезает связанный с ней переход (операция). Например, при обнулении параметра h11 пропадает операция фрезерования лыски, при обнулении параметра d5 пропадает операция сверления крепежных отверстий, при обнулении параметра х2 пропадают переходы, связанные с токарной обработкой второй ступени фланца.
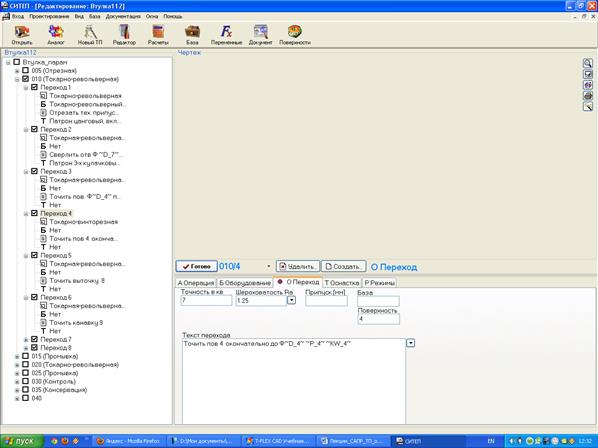
Следующим этапом работы является передача конструкторских переменных с чертежа в систему СИТЕП-МО. С последующим использованием их для связи с технологическими переменными, используемыми в СИТЕП-МО. Система проектирования технологических процессов механообработки (СИТЕП-МО) используется в технологической подготовке производства деталей машиностроения. Основные принципы проектирования, заложенные в СИТЕП-МО на основе использования типовых технологических процессов, разработанных предварительно для так называемой детали-представителя. Типовая деталь охватывает класс деталей с одинаковыми конструктивно-технологическими признаками. Сущность проектирования на основе типизации состоит в настройке типового ТП на проектируемый, а также в расчете параметров или их вводе с помощью технологического редактора: при настройке происходит удаление «лишних» операций для поверхностей, которые отсутствуют в рассматриваемой детали, и переходов, которые обеспечивают качество поверхностей выше требуемого. Таким образом осуществляется технологическая параметризация в системе СИТЕП-МО.
Для повышения уровня автоматизации проектирования технологических процессов в СИТЕП реализована схема технологической параметризации, которая является важной составляющей PDM – технологии (Product Data Management). Сущность этой схемы заключается в том, что в пределах заданной структуры технологического процесса при изменении конструктивных параметров изготавливаемой детали автоматически меняются технологические параметры и эти изменения отображаются как в таблице технологического процесса, так и во всех картах комплекта технологической документации. Таким образом, становится возможной реализация PDM-технологии, при которой изменение конструкторских параметров деталей влечет за собой автоматизированное изменение параметров технологий и управляющих программ станков с ЧПУ.
Преимущественным достоинством интеграции Т-FLEX CAD и СИТЕП является автоматическое получение технологической документации после параметрического изменения чертежа в Т-FLEX CAD. Изменение геометрических размеров изделия приводит к автоматической модификации чертежа. В результате обновленные технологические данные из чертежа поступают в систему СИТЕП, которая в автоматизированном режиме проводит изменения во всех связанных технологических документах и корректировку управляющих программ для станков с ЧПУ. Использованием системы T-Flex и системы СИТЕП-МО в паре дает повышение автоматизации технологических процессов на основе конструкторско-технологической параметризации.
СИСТЕМЫ АВТОМАТИЗИРОВАННГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ (САПР ТП МО)

 и
и  - технологические переходы;
- технологические переходы;  - поверхности технологических баз;
- поверхности технологических баз;  - обрабатываемые поверхности.F – однозначное отображение множества переходов ТП детали
- обрабатываемые поверхности.F – однозначное отображение множества переходов ТП детали  на множества переходов ТП детали
на множества переходов ТП детали  .
.
 ,
,
 детали
детали  выполняется условие:
выполняется условие: ,
,