Проектирование ТП на основе типизации выполняется на следующих этапах:
- классификация технологических процессов по конструктивно-технологическим признакам, построение детали-представителя для каждого класса и разработка типового ТП;
- поиск для рассматриваемой детали детали-представителя и типового ТП,
- настройка типового ТП на особенности рассматриваемой детали.
На первом этапе осуществляется разбиение ТП на классы, так же как и при использовании деталей-аналогов с использованием конструктивно-технологических признаков, а описание каждого класса выполняется с помощью логики высказываний, где простое высказывание формализуется с помощью отношений =,>,< над значениями признаков, а составное высказывание, которое описывает каждый класс, формализуется с помощью логических операций «и», «или», «нет» над простыми высказываниями, например, класс деталей тел вращения типа крышек может быть представлен с помощью следующего высказывания L:
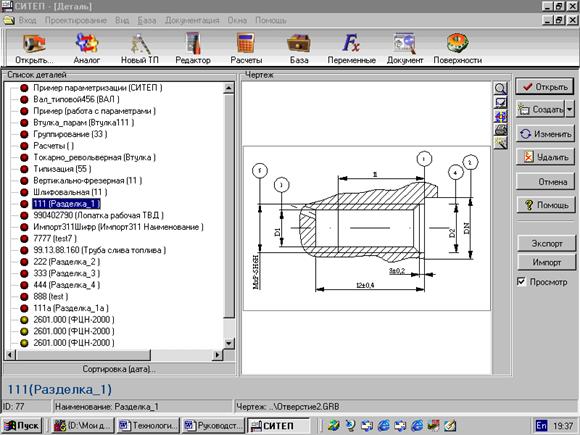
В качестве детали представителя используется параметризованный чертеж, который содержит множество переменных в виде таблицы параметров, При обнулении отдельных переменных в автоматическом режиме получаются детали данного класса. Пример параметризованного фланца показан на рис.9.4.
Рис.9.4.
Рис.10.4.
Рис.11.4 Перечень деталей класса «фланец»
При разработке типового ТП для каждого технологического перехода устанавливается переменная, которая отвечает за этот переход.
На втором этапе выполняется поиск детали представителя для рассматриваемой детали с использованием конструктивно технологических признаков. Этот этап выполняется аналогично как при использовании проектирования по детали аналогу.
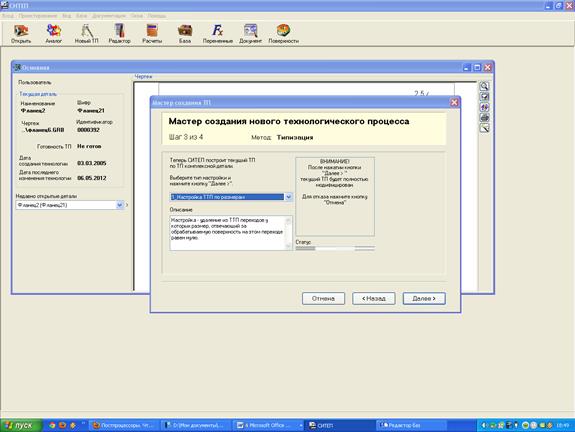
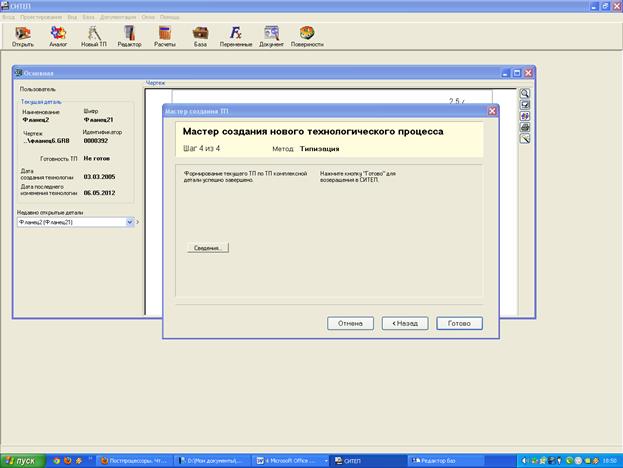
На третьем этапе выполняется автоматическая настройка типового ТП на рассматриваемую деталь с учетом отличий конструкции детали представителя от рассматриваемой. При этом удаляются операции типового ТП для поверхностей, которые отсутствуют в рассматриваемой детали. Кроме этого удаляются технологические переходы, которые обеспечивают качество обработки поверхностей более высокое, чем у поверхностей рассматриваемой детали. Последовательность автоматической настройки показана на рис.
Рис.12.4.
Рис.13.4.
Рис.14.4.
Рис.15.4.
Рис.16.4.
Проектирование ТП МО с использованием групповой технологии
Для проектирования ТП с использованием групповой технологии необходимо разработать:
- классификатор поверхностей (составных элементов - СЭ) изготовливаемых предприятии деталей, которые обрабатываются на данной группе оборудования с применением групповой переналаживаемой оснастки (технологическая система), пара СЭ – технологическая система образуют групповую операцию (например, токарно-револьверная групповая операция, многоцелевая и др.); для уменьшения многообразия СЭ они должны быть представлены в параметрическом виде, то есть каждый составной элемент имеет множество вариантов размеров;
- технологию обработки каждого составного элемента по переходам с назначением технологических параметров каждого перехода (режимы резания, режущий и мерительный инструменты), эти технологии оформляются в виде операций, причем возможно в одну операцию включить обработку нескольких элементов как одного типа с различными размерами, так и нескольких типов;
- функциональные связи между размерами составного элемента и технологическими параметрами в виде вложенных SQL запросов для повышения уровня автоматизации настройки (см. раздел «Технологическая параметризация)
Процесс автоматизированного проектирования ТП МО с использованием групповых операций.в СИТЕП содержит следующие этапы:
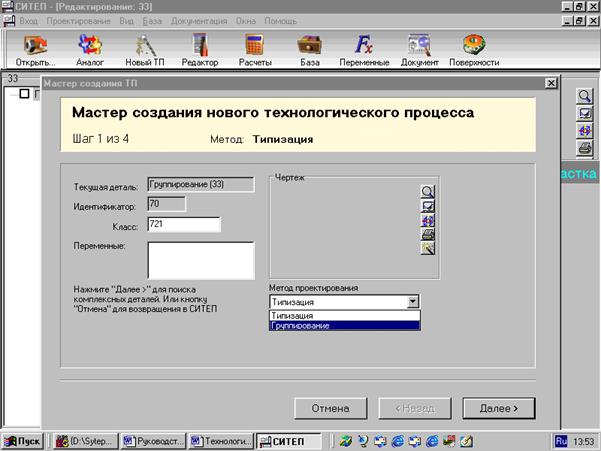
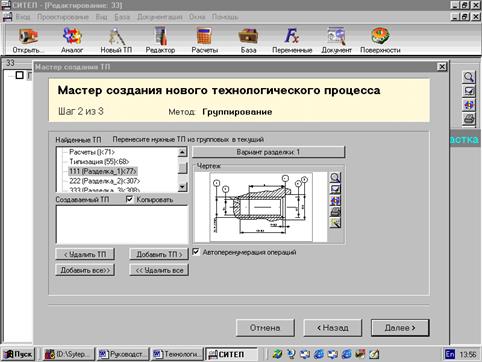
- нажать кнопку «Новый ТП» падающего меню и вызвать «Мастер создания нового технологического процесса»;
- вызвать метод проектирования «Группирование» и кнопку «Далее»;
- в левом окне экрана вызвать нужный СЭ (разделку) и в правом окне установить требуемый вариант размеров;
- на шаге 3 нажать кнопку «готово» и вызвать Редактор;
- на следующих шагах выполнить финишное до редактирование.
Ниже показан протокол диалога при проектировании ТП МО изготовления корпусной детали типа регулятора топлива, который содержит стандартные составные элементы (разделки) под штуцера, заглушки и т.д.
На рис. показана разделка под штуцер, которая содержит следующий набор обрабатываемых поверхностей:
- косое отверстие малого диаметра;
- плоскость под фрезерование;
- отверстие большого диаметра;
- резьбовое отверстие;
- фаски.
Ввод этого составного элемента осуществляется в стандартном режиме на этапе создания детали, где вводятся наименование и шифр составного элемента (разделки) и указывается путь к чертежу этой разделки
Рис. 8.1. Параметризованный чертеж разделки
Рис.8.2. Ввод информации по составному элементу
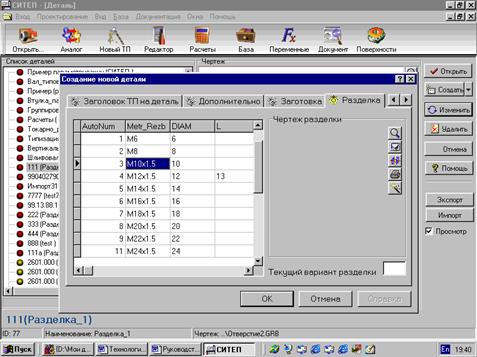
Создание таблицы вариантов размеров разделки показано на рис.
Рис. 8.3. Варианты размеров разделки
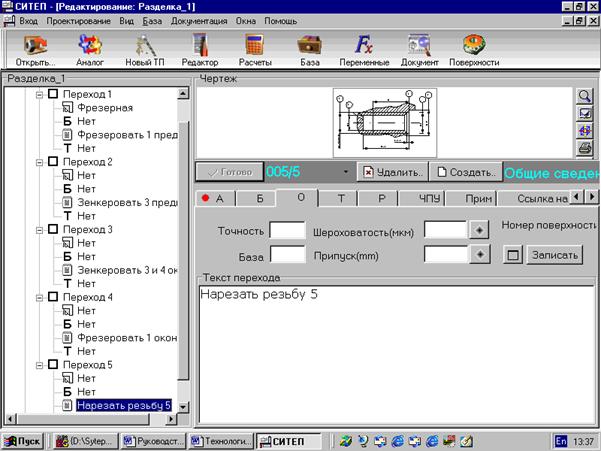
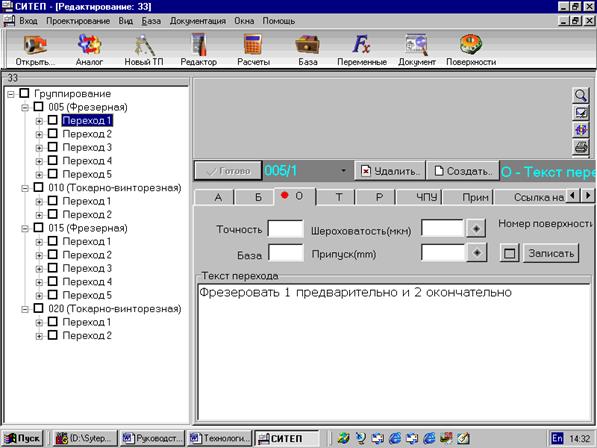
Технологический процесс обработки составного элемента на многоцелевом станке показан на рис.
Рис. 8.4. Технология обработки разделки по переходам
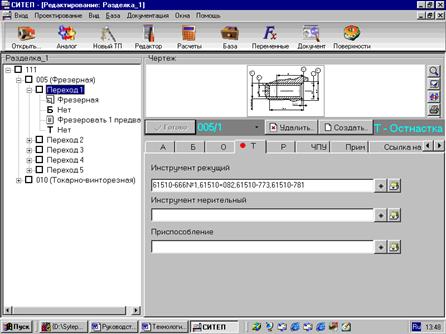
Рис.8.5. Режущий инструмент для 1 перехода
Вызов мастера создания нового технологического процесса показан на рис.8.6.
Рис. 8.6. Вызов мастера нового технологического процесса
Установка типа разделки показана в левом окне экрана, а установка варианта размера показана в правом окне экрана (см. рис.8.7 ).
Рис.8.7. Установка типа разделки и номера варианта размеров
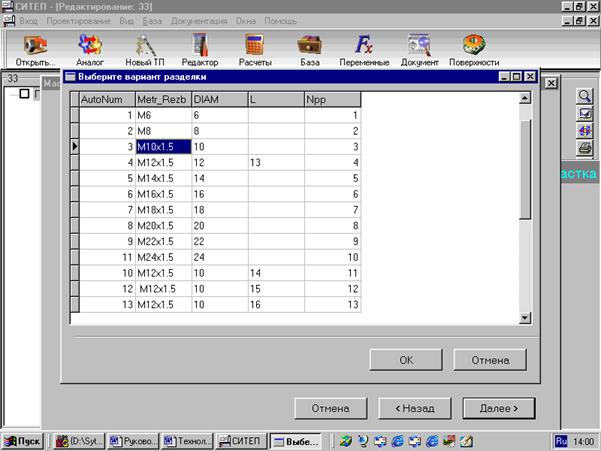
Таблица вариантов размеров показана на рис.8.8.
Рис. 8.8. Таблица вариантов размеров разделки
После выбора типов и вариантов разделок, которые принадлежат обрабатываемой детали осуществляется автоматическая добавление технологии по разделкам в пустую технологию по рассматриваемой детали, перенумерация операций и переходов и автоматическая настройка режимов резания и оснастки.
Эта технология показана на рис.
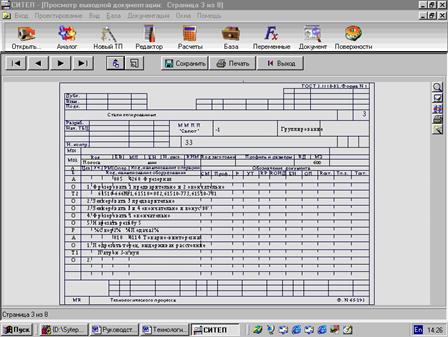
После окончательного редактирования ТП автоматически формируется комплект технологической документации, операционная карта которого показан на рис.8.10.
Рис.8.9. Технологический процесс корпусной детали после вставки технологий разделок
Рис. Операционная карта комплекта
Раздел 2. Подготовка исходной информации для проектирования


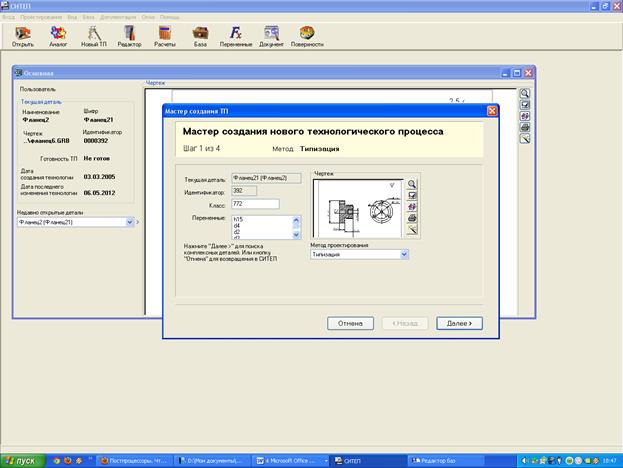 Рис.12.4.
Рис.12.4.