При проектировании ТП с использованием технологических процессов деталей-аналогов выполняются три этапа:
- разработка информационной базы по ранее разработанным технологическим процессам, описание деталей - аналогов с помощью конструктивно-технологических признаков и ТП их изготовления;
- поиск детали аналога и типового ТП;
- редактирование выбранного ТП детали-аналога с учетом особенностей рассматриваемой детали.
Рассмотрим эти этапы, реализованные в САПР ТП СИТЕП МО4.
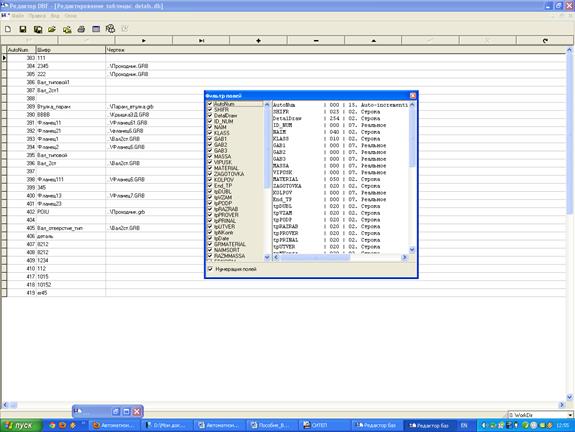
Этап 1. Информационная база деталей аналогов хранится в таблице detals.db (см. рис.1.4 ).
Рис.1.4 . Информационная база деталей аналогов
Каждая строка таблицы содержит характеристики детали, к важнейшим характеристикам детали относятся: шифр и наименование детали, класс по машиностроительному классификатору, габаритные размеры, масса, марка конструкционного материала, масштаб выпуска, количество обрабатываемых поверхностей.
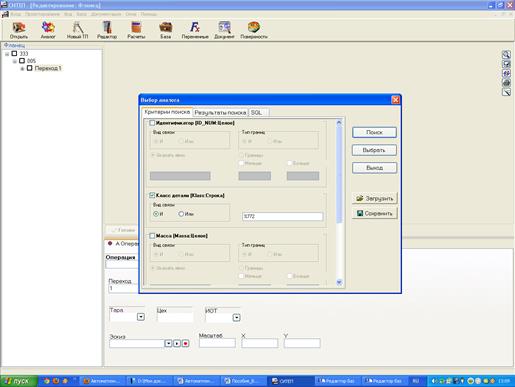
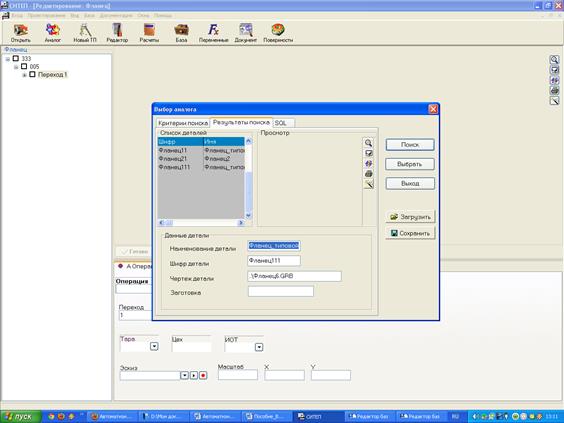
Этап 2. Поиск детали аналога для рассматриваемой детали выполняется с использованием функции аналог, условия поиска пользователь формирует с помощью специальной формы (см. рис 2 4 )
Рис.2.4.
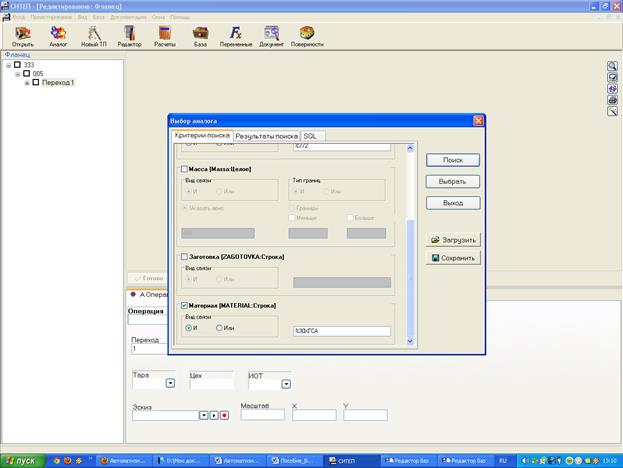
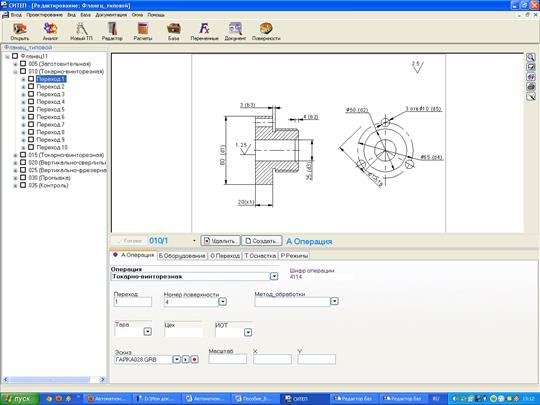
Рис.3.4.
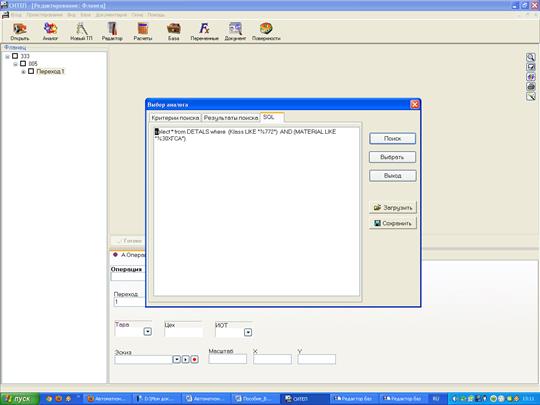
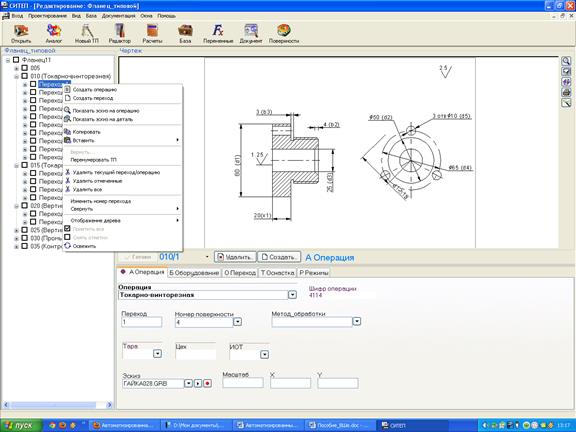
Рис.4.4.
Рис. 5.4.
Рис.6.4.
Рис.7.4.
Рис.8.4.
В практике автоматизированного проектирования ТП широко используются методы унификации, Унифицированные ТП отражают общие элементы ТП - структурные и параметрические широкого класса деталей и поверхностей, широко используются в практике автоматизированного проектирования в силу следующих преимуществ:
- отражают многолетний опыт проектирования в технологических подразделениях завода, что повышает качество проектирования;
- снижается трудоемкость проектирования за счет снижения объема принимаемых технологических решений;
- повышается эффективность использования технологического оборудования и оснастки.
Унифицированные ТП подразделяются на типовые и групповые.
Типовой ТП характеризуется единством содержания и последовательности большинства технологических операций для изделий, обладающих общими конструктивными признаками – служебным назначением, геометрической структурой, поверхностями детали, требованиями к качеству, а также серийностью и уровнем автоматизации производства. Общими конструктивными признаками деталей заданного класса обладает деталь-представитель, для которой разрабатывается типовой ТП
Групповые ТП характеризуются в первую очередь общностью содержания технологических операций с точки зрения использования оборудования и оснастки. Групповой метод проектирования – метод унификации технологии производства, при котором для групп однородной по технологическим и конструктивным признакам продукции устанавливаются однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства, при этом обеспечивается экономическая эффективность производства, необходимая быстрота его подготовки и переналадки. В основе групповой технологии лежит групповая технологическая операция.
Групповой технологической операцией называется такая операция, которая является общей для группы различных деталей с определенной групповой оснасткой на данном оборудовании. Деталь, которая обладает общими конструктивными элементами, обрабатываемыми на данной технологической системе (оборудование и оснастка), называется комплексной.
Примерами групповых операций являются операции токарно-винторезные, револьверные с ЧПУ, вертикально-фрезерные, кругло-шлифовальные и др.
Групповым технологическим процессом называется совокупность групповых операций, обеспечивающих обработку различных деталей группы (или нескольких групп) по общим технологическим маршрутам.
Основное отличие типового от группового ТП заключается в том, что признаки группирования деталей осуществляются при типизации в первую очередь конструкторские, а при группировании – технологические
Особенность проектирования на основе типизации заключается в редактировании типового ТП – путем удаления «лишних» операций и переходов на основе сопоставления обрабатываемых поверхностей проектируемой детали и детали-представителя. Сфера применения типизации – серийное и крупносерийное производство, для которого характерна небольшая номенклатура изготавливаемых изделий, приходящихся на одно рабочее место, При этом имеется возможность разработки конструкции детали-представителя и типового ТП. Для деталей, конструктивные особенности которой сильно влияют на выбор единых технологических баз и баз на первых операциях (например, корпусные детали), типизация ограничена.
Особенность проектирования ТП на основе группирования заключается в том, что проектирование ТП выполняется одновременно для нескольких деталей (например, деталей производственной программы), обрабатываемые поверхности группируются по технологическим признакам, то есть объединяются в групповые операции. При этом объединение осуществляется по критерию наилучшего использования оборудования и оснастки. Сфера применения методов группирования при проектировании ТП – мелкосерийное и серийное производство. Несмотря на большую номенклатуру изготавливаемых деталей, что характерно для мелко серийное производство, многие детали неразличимы по технологическим признакам, искусственно повышается серийность производства.
Далее последовательность проектирования на основе типизации и группирования
Проектирование ТП МО с использованием типизации
При проектировании ТП на основе типизации требуется реализовать два этапа: организационно-технологический и непосредственное проектирование.
Для реализации первого этапа необходимо:
1. Создать деталь-представитель (типовую деталь) с помощью технологического Редактора:
- с помощью кнопки Редактора “Вход-Открыть деталь-Создать” ввести общее описание детали;
- с помощью кнопки «Проектирование-ТТП» ввести описание поверхностей и точность их положения, заданного в чертеже. Ввод указанной информации автоматизируется с использованием свойств примитивов T- FLEX.
Введенная информация отражена в файлах detals.db, p0000000.db и t0000000.db
2. Создать с помощью Редактора типовой технологический процесс изготовления детали-представителя, который находит свое отражение в виде файла r0000000.db директории /SytepMo40/BD.
Для реализации второго этапа проектирования ТП с использованием типового необходимо:
1. Ввести общее описание детали, описание поверхностей и точности их расположения.
2. С помощью кнопки “Проектирование-ТТП” в автоматизированном режиме необходимо найти типовую деталь и типовой технологический процесс ее изготовления.
3. При отсутствии типовой детали появляется сообщение ”типовая деталь не найдена”. В этом случае необходимо перейти в режим Редактирования или подготовить новую типовую деталь и типовой технологический процесс ее изготовления.
4. Осуществить в автоматизированном режиме настройку типового ТП на изготавливаемую деталь и перейти в режим Редактора.
5. При необходимости осуществить финишное редактирование.
6. Выполнить подготовку комплекта технологической документации.