При выборе множества технологических методов, требуемых для обеспечения заданного качества поверхностей изготавливаемой детали, используются два типа отношений модели М1:
- унарные отношения R1(1) , отражающие характеристики качества поверхностей, которые обеспечиваются с использованием технологического метода;
- бинарные отношения R2(2), отражающие связи между обрабатываемыми поверхностями и используемыми технологическими методами.
Унарные отношения R1(1) могут быть представлены в виде таблицы, а также приводится в многочисленных методиках, справочниках и монографиях.
Для каждого метода указывается диапазон его использования по достигаемому качеству. При этом верхняя его граница определяет наивысшее качество, определяемое возможностями оборудования, оснастки и используемых режимов резания, а нижняя граница экономически целесообразные показатели.
Так, например, для чистового растачивания отверстий установлен диапазон изменения показателей качества по шероховатости RA= 5 - 1,25 мkм. При этом показатель RA=1,25 мkм определяет максимально возможный показатель шероховатости, обеспечиваемой технологической системой (расточной станок, расточной резец и малая подача S=0,1 мм/об).
Для обработки отверстий, качество которых по шероховатости RA>5мkм, использование указанного метода нецелесообразно с точки зрения производительности съема припуска и желательно использование черновое растачивание.
Для нахождения множества технологических методов обработки поверхности p, показатели качества которой меняются в процессе обработки от значений Кмин (качество, определяемое заготовкой) до Кмакс (качество, назначаемое конструктором исходя из служебного назначения детали) используются два вида таблиц:
- характеристик технологических методов (отношения R1(1));
- связей между обрабатываемыми поверхностями и технологическими методами.
Этап 4. Выбор возможных планов обработки поверхностей.
Технологический переход Пi можно рассматривать как оператор, который обеспечивает изменение состояния рассматриваемой поверхности от состояния Si перед обработкой до состояния Si+1 после обработки:
Пi
S I Þ S i+1, i= 1, (k-1).
Планом обработки Р обрабатываемой поверхности будем называть упорядоченную последовательность: П = { Пi }, i = 1,k технологических переходов Пi, позволяющая перевести состояние S0 , определяемое заготовкой, в состояние Sk ,определяемое чертежом детали.
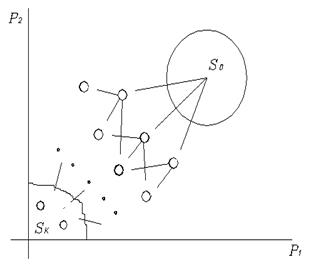
Геометрическая интерпретация плана обработки P поверхности p показана на рис. В качестве параметров р поверхностного слоя могут быть представлены точность формы обрабатываемой поверхности в квалитетах и ее шероховатость.
- S0 - исходное состояние, определяемое заготовкой; - Sk - состояние поверхностного слоя, определяемое служебным назначением детали и отраженное в чертеже: - Si - промежуточные состояния, в процессе обработки заготовки; р1 , р2 – параметры поверхностного слоя.
Рис.4.7а. Геометрическая интерпретация плана обработки поверхности
В общем случае, состояние поверхностного слоя может содержать также параметры твердости, глубины дефектного слоя, остаточных деформаций и др.
Область Si определяет разброс указанных параметров. Например, S0 отражает разброс параметров поверхности заготовки, а Sк - разброс параметров, определяемых чертежом.
Оператор Пi обеспечивает изменение состояния Si Þ Si+1 . Например, П0 применительно к поверхности заготовки типа тела вращения (пруток) обеспечивает обтачивание черновое и переход из состояния {T0, Ra0} в состояние {T1 ,Ra1}:
П1
S0 Þ S1
T0 = 14; T1 = 11; Ra0 = 20мкм; Ra1 = 10мкм. .
Таким образом, технологический переход Пi характеризуется двумя состояниями Si и Si+1 , т.е. начальным состоянием поверхностного слоя до снятия припуска и конечного состояния поверхностного слоя после его удаления.
Показатели качества технологических переходов, которые используются при механической обработке заготовок, показаны в табл. 4.2.
Таблица 4.2
Показатели качества технологических методов
N
n/n
Наименование метода
Этап обработки
Обзначение
Шероховатость Rа
Точность
в квалитетах
min
мах
мин
мах
Сверление без
кондуктора
а11
Рассверливание
а21
Фрезерование
цилиндрическое
Черновое
а31
Получистовое
а32
Чистовое
а33
1.25
Фрезерование
торцовое
Черновое
а41
Получистовое
а42
Чистовое
а43
1.25
Обтачивание,
растачивание
Черновое
а51
Получист
а52
Чистовое
а53
1.25
Тонкое
а54
0.63
1.25
Зенкерование
Получистовое
а61
Чистовое
а62
2.5
Развертывание
Чистовое
а71
1.25
Тонкое
а72
0.63
1.25
Шлифование
Получистовое
а81
2.5
Чистовое
а82
1.25
2.5
Тонкое
a83
0.63
1.25
Шлифование
Электроалмазное
a84
0.08
0.32
Полирование
a91
0.08
0.63
Доводка
a92
0.01
0.16
Хонингование
Чистовое
а10 1
0.32
0.63
Отделочное
а10 1
0.01
0.16
Как видно из табл. 4.2, для достижения заданного качества поверхности могут быть использованы различные технологические методы воздействия. Например, при обработке отверстия могут использоваться методы сверления, зенкерования, растачивания, протягивания, внутреннего шлифования. Методы могут быть разбиты на однородные классы по параметрам поверхностного слоя. В один класс попадают методы рассверливания, получистового растачивания, (Ra = 5-10мкм; квал.= 11-14). В общем случае, для достижения заданного состояния Si из исходного S0, определяемого заготовкой, возможны различные варианты планов обработки поверхностей. Множество этих вариантов можно представить в виде графа G = < P, U >, где Р - множество вершин (состояний поверхности p при обработке); U - множество дуг (технологических методов воздействия на поверхность).
Рис.4.8. Эскиз фланца
На рис.4.8 показан граф планов обработки отверстия фланца (рис.4.6) из проката. План Р обработки поверхности p представляет собой путь L графа G, который соединяет исходную вершину S0 и конечную вершину Sk Например, путь L , выделенный на рис.4.9 толстой линией, представляет собой план обработки, содержащий следующие переходы:
Р = [сверление, зенкерование, развертывание].
Множество всех путей L = { Li } графа G определяет множество допустимых планов обработки поверхности p. Таким образом, если рассматривать обрабатываемые поверхности как независимые друг от друга, то каждая из них допускает множество вариантов планов обработки . Рассмотрим основные этапы алгоритма выбора планов обработки поверхностей на примере обработки отверстия фланца Æ35, исходная заготовка которого выполнена из горячего проката (Æ90).
Рис.4.9. Граф планов обработки фланца
Состояние поверхностного слоя отверстия, определяемое чертежом, имеет следующие характеристики: Æ35Н7 ; Ra = 0.63мкм.
Разобъем диапазон изменения шероховатости Ra = (25-0.63) мкм на следующие интервалы: (25-10),(10-5),(5-2.5),(2.5-1.25),(1.25-0.63). которые перенумеруем цифрами от 1 до 5.
Обозначим технологический метод обработки отверстия символом аij , где i - номер метода по порядку, а j - номер этапа обработки.
Построим табл. 4.3 характеристик методов обработки отверстия на основе табл. 4.2. Каждый метод а является строкой табл. 4.3 с булевыми переменными.
Будем рассматривать план обработки Р как совокупность методов а (табл. 4.3), которая удовлетворяет следующим свойствам:
- логическая сумма методов равна единичной строке е;
- удаление любой строки из таблицы 4.3 нарушает выполнение первого свойства.
Указанная совокупность Р называется минимальным покрытием строк матрицы М единичной строки е.
Математическую постановку задачи выбора планов обработки поверхности сформулируем в следующем виде: “ требуется найти множество Р минимальных покрытий строками а матрицы М (табл. 4.3), единичной строки”.
Планы обработки Р можно представить в виде следующего логического высказывания:
P = (a11) & (a21 v a5 v a6 ) & (a21 v a5 v a6 ) & (a5 v a7v a8 ) & (a5 v a7v a8 ) (4.3)
Высказывание (6.10) имеет конъюнктивно-дизъюнктивную форму (КДФ). Требуется найти преобразование F этой формы в дизъюнктивно-конъюнктивную форму (ДКФ), каждое слагаемое которой являлось минимальным покрытие. ДКФ представляет собой множество альтернативных планов обработки поверхности отверстия фланца.
Исходное множество Р высказываний с операциями объединения V и пересечения & является решеткой А = <M,U>, при этом каждая из перечисленных операций удовлетворяет следующим свойствам:
- идемпотентности m v m = m ; m & m = m ;
- коммутативности mi v mj = mj v mi; mi & mj = mj & mi ;
- ассоциативности (mi v mj) v mk = mi v (mj v mk); (mi & mj) & mk = mi & (mj & mk ) ;
- поглощения mi v (mi & mj) = mi; mi & (mi v mj) = mi;
Для отыскания преобразования F КДФ в ДКФ используется алгоритм Петрика [15} , который использует перечисленные выше свойства операций & и v.
Таблица 4.3
Характеристики методов обработки отверстия фланца
N
Методы
Шероховатость Rа мкм
25-10
10-5
5-2.5
2.5-1.25
1.25-0.63
а11
а21
а5
a6
a7
a8
е
Преобразование F исходной формы КДФ в форму ДКФ с помощью алгоритма Петрика заключается в раскрытии скобок выражения (4.3) слева направо и удалении лишних слагаемых с использованием свойства поглощения
Исходная информация алгоритма представлена матрицей М = [mij ], i = 1,I; j = 1,J, где i - номер технологического метода; j - номер интервала.
Результируюшая информация содержится в матрице Р = [рij ] , где j - номер метода; i - номер слагаемого.
В результате преобразования F ДКФ имеет следующий вид:
P = (a1 a5) v (a1 a21 a7) v (a1 a21 a8 ) v (a1 a6 a7 ) v (a1 a6 a8 ).
Анализ планов обработки Р показывает, что план Р11 содержит два перехода,
а остальные три перехода. Окончательно, допустимые планы обработки отверстия фланца показаны в табл. 4.4.
Таблица 4.4
Допустимые планы обработки отверстия фланца
Обозн
М е т о д ы
плана
Р11
Сверление
Растачивание
Р12
Сверление
Рассверливание
Развертывание
Р13
Сверление
Рассверливание
Шлифование
Р14
Сверление
Зенкерование
Развертывание
Р14
Сверление
Зенкерование
Шлифование
Переходим ко второму этапу задачи выбора рабочих планов Р обработки поверхностей.
Этап 5. Формирование рабочих планов обработки поверхностей
Выбор рабочих планов Р обработки поверхностей p осуществляется на основе использования критериев эффективности обработки всех обрабатываемых поверхностей рассматриваемой детали .
К указанным критериям относятся следующие:
- количество переходов на деталь, которое подлежит минимизации (критерий W1);
- количество типов оборудования и средств технологического оснащения на реализацию выбранных планов обработки, которое подлежит минимизации (критерий W2);
- суммарная технологическая себестоимость изготовления детали, которая подлежит минимизации (критерий W3 ).
Следует отметить, что перечисленные критерии оптимальности взаимно коррелированы. Наиболее полным обобщенным критерием является технологическая себестоимость W3, однако расчет этого критерия сложен. Первые два критерия вычисляются просто и положительно влияют на показатель технологической себестоимости.
Первый критерий способствует снижению затрат на переустановы (вспомогательное время). Второй критерий позволяет интегрировать (укрупнять) технологические операции и также способствует снижению затрат на переустановы.
Рассмотрим более детально алгоритм формирования рабочих планов обработки Р поверхностей, который включает два этапа:
-построение множества допустимых планов обработки всех обрабатываемых поверхностей с учетом возможностей технологических методов обработки (см. табл. 4.4);
- выбор конкретного плана обработки каждой поверхности так, что в совокупности выбранные планы обеспечивают оптимизацию критерия суммарной технологической себестоимости всей детали .
Математическая постановка каждого из этапов алгоритма может быть представлена в виде задачи выбора минимальных покрытий заданной строки столбцами некоторой матрицы.
Исходная информация алгоритма содержит:
- допустимые планы обработки всех поверхностей детали, полученные на первом этапе, представленные в виде матрицы
Р = [Pijk ], где i – номер поверхности; j – номер плана; k – номер метода;
- состав оборудования данного участка;
- таблица связи f 1(а,в) между методами а и станками в.
Результирующая информация содержит различные конфигурации оборудования, используемые для обработки детали и рабочие планы обработки каждой поверхности.
Алгоритм содержит следующие этапы:
- составление множества альтернативных планов Р(а) = & (V Pij(a)) обработки поверхностей детали в виде логического высказывания в форме КДФ;
- преобразование формы Р(а) относительно переменных b с использованием таблицы f1(а,в):
Р(а) = Р(b) = & (V Pij (f 1-1(b)));
где а = f 1-1(b) - обратная функция f, разрешенная относительно а;
- преобразование формы КДФ в ДКФ с использованием алгоритма Петрика.
Применительно к планам обработки поверхностей фланца исходная информация содержит: матрицу возможных планов обработки поверхностей, состав оборудования участка, таблицу связей «методы – станки».
1. Матрица возможных планов обработки поверхностей Р(а) представлена в табл. 4.5.
Таблица 4.5
Планы обработки поверхностей Р(а)
Пов
План
a11
a12
a21
a5
a6
a7
a8
a9
P11
P12
P13
P14
P15
P21
P31
P41
P51
2. Состав оборудования участка:
- токарно-винторезные станки (b1);
- вертикально-сверлильные станки (b2);
- расточные станки (b3);
- кругло-шлифовальные станки (b4);
- токарные многоцелевые станки (b5).
3. Таблица связи «метолы – станки» (табл.4.6).
Таблица 4.6
Связь между станками участка и методами обработки
Станок
a11
a12
а21
a5
a6
а7
а8
а9
b1
b2
b3
b4
b5
Рассмотрим этапы алгоритма выбора рабочих планов применительно к обработке фланца
1 этап. Построение логического высказывания в форме КДФ:
Р(а) = ((a11 a5) v (a11 a21 a7) v (a11 a21 a8 ) v (a11 a6 a7 ) v (a11 a6 a8 )) & (a9 ) & (a9)&(a9) & (a12) (4.4)
2 этап. Построение связи а = f 1-1 (b) (табл. 4.6)
а11 = (b1 v b2 v b3 v b5 );
а12 = (b2 v b3 v b5 );
а21 = (b1 v b2 v b3 v; b5 );
а5 = (b1 v b2 v b3 v b5 );
а6 = (b1 v b2 v b3 v b5 );
а7 = (b1 v b2 v b3 v b5 );
а8 = (b4 );
а9 = (b1 v b5 ). (4.5)
3 этап. Подстановка соотношений (4.5) в (4.4) и построение КДФ Р(b).
4 этап. Преобразование F формы КДФ Р (b) в форму ДКФ с использованием алгоритма Петрика и определение альтернативных конфигурации оборудования Р(b) = (b1 b2 b4) v (b1 b3 b4) v (b5 b4).
5 этап. Обратное преобразование b = f 1-1 (а), построение рабочих планов обработки поверхностей фланца. Результаты выбора рабочих планов обработки поверхностей фланца для конфигурации (b1 b2 b4) показаны в таблице 4.7
Таблица 4.7
Рабочие планы обработки Р поверхностей фланца
Ном.пов.
М е т о д ы
Сверление центр.
Рассверливание
Зенкерование
Развертывание
Точение наружн.
-
-
-
Точение наружн
-
-
-
Подрезание торца.
-
-
-
Сверление нецентровое.
-
-
-
Этап 4. Установление последовательности выполнения технологических переходов
Последовательность выполнения технологических переходов в значительной степени определяет структуру технологического процесса. Установление этой последовательности формально сводится к задаче выделения подмодели технологического процесса (подграфа Gтп) из технологической модели изготавливаемой детали (граф Gт) с заданными свойствами. Технологическая модель детали определяет возможности обработки поверхностей с различных технологических баз в условиях заданного производства. Эта модель является прежде всего геометрической, так как бинарные отношения «базовые поверхности – обрабатываемые поверхности» устанавливаются на основе распознавания геометрических свойств поверхностей и учитываются технологические возможности обработки поверхностей. Подмодель технологическог процесса содержит лишь те бинарные отношения, совокупность которых удовлетворяет заданным свойствам (гл.1). Например, если в технологической модели детали содержатся различные возможности обработки поверхности с различных технологических баз, то в модели технологическог процесса оставляется единственная возможность обработки поверхности с конкретной технологической базы. Таким образом, задача выбора структуры технологического процесса сводится к классической задаче оптимизации на графах [ 8 ].
Алгоритм решения задачи на графах в зависимости от заданного критерия оптимальности сводится к последовательному удалению дуг, входящих в рассматриваемую вершину. Если в качестве критерия оптимальности задано количество переустановов, необходимых для обработки всех поверхностей, то оставляются максимальное количество дуг, выходящих из одной вершины, т.е. реализуется принцип «единства баз». Если в качестве критерия оптимальности задан показатель точности повсех замыкающих звеньев, то реализуется принцип «кратчайшего пути» и в процессе удаленя дуг оставляются лишь те из них, которые определяют цепи с минимальным количествои составляющих звеньев.
Рассмотрим далее решение поставленной задачи по критерию количества переустановов при обработке корпусных деталей в гибком автоматизированном производстве.
При выборе структуры технологического процесса механической обработки (ТП МО) одним из основных средств обеспечения высокой точности относительного положения поверхностей детали является их обработка с использованием одних и тех же технологических баз (комплекта единых технологических баз), т.е. использовать принцип единства баз. Схема выбора структуры ТП МО разделяется на два этапа:
- выбор комплекта единых технологических баз (КЕТБ);
- обработка на первых операциях поверхностей, образующих КЕТБ.
Эта схема выбора структуры ТП МО используется для деталей, собственные деформации которых за счет внутренних напряжения, малы.
КЕТБ можно рассматривать как совокупность поверхностей или, в общем случае, геометрических элементов детали, с которых обрабатывается большинство поверхностей, связанные между собой конструкторскими размерами.
При выборе КЕТБ необходимо решить задачи:
- выявление технологических свойств поверхностей детали с точки зрения использования их в качестве технологических баз;
- формирование множества комплектов технологических баз (КТБ), позволяющих лишить деталь шести степеней свободы;
- выделение допустимых КЕТБ, каждый из которых обладает заданным свойством обработки поверхности p с данного направления;
- окончательный выбор КЕТБ, который используется в дальнейших операциях.
Рассмотрим эти задачи на примере обработки корпуса механизма пиноли (см. рис.4.10) на многоцелевом станке ИР500МФ4 (рис.4.11).
Корпусная деталь механизма перемещения обеспечивает требуемую точность относительного положения двух конических зубчатых колес, через которые происходит передача крутящего момента к паре червяк-рейка, осуществляющей перемещение пиноли.