G76 PmraRd ;
G75 X/UZ/WRiPkQ∆dFλ,;
m – Количество проходов обработки: 00 ~ 99 (модальное значение)
r – Величина фаски: 00 ~ 99 (модальное значение)
Диапазон величин зависит от шага резьбы "λ" и задается двухзначным целым числом без десятичной запятой от 0.0 λ, до 9.9 λ,.
a - Угол инструмента (угол резьбы): 00 ~ 99 (модальное значение)
Угол от 0° до 99° задается в единицах 1°.
"m", "r" и "a" задаются подряд в адресе P.
(Пример) При m=5, r=1.5 и a=0° P равно 051500, начальные и конечные нули при этом не могут быть опущены,
d – Чистовой припуск (модальное значение)
X/U – Координата конечной точки резьбы по оси X
Координата X конечной точки резьбы задается при помощи абсолютного или
инкрементного значения
Z/W – Координата конечной точки резьбы по оси Z
Координата Z конечной точки резьбы задается при помощи абсолютного или
инкрементного значения.
i – Параметр конуса (радиальная величина) для цилиндрической резьбы "i" равно нулю
k – Высота резьбы
Задается положительным радиальным значением.
∆d – Глубина врезания
Глубина врезания для первого прохода задается положительным радиальным
значением
λ – Шаг резьбы
(Примечание 1) Две команды G76 не могут находиться в одном кадре.
Значения, заданные P, Q и R, автоматически идентифицируются в
зависимости от наличия или отсутствия осевых адресов X/U и Z/W.
(Примечание 2) Параметр может быть использован для задания указанных выше
модальных значений "r", однако значения данного параметра (#8014)
перезаписываются программным значением.
(Примечание 3) Заданная величина закругления действует также для постоянных
циклов нарезания резьбы.
(Примечание 4) Программная ошибка (P204) выдается в следующих случаях.
(a) Если "a" находится вне диапазона
(b) Если команды X и Z не были заданы либо если координаты конечной и
начальной точек совпадают для любой из команд X или Z.
(c) Если резьба превышает перемещение оси Х в нижней позиции резьбы
(Примечания 5) Меры предосторожности для команды нарезания резьбы (G33) и цикла
нарезания резьбы (G78) должны соблюдаться.
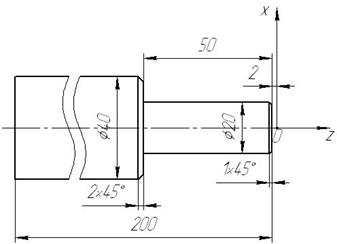
Пример программы:
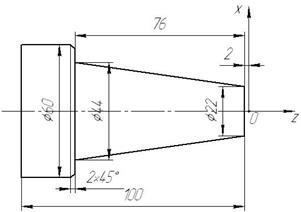
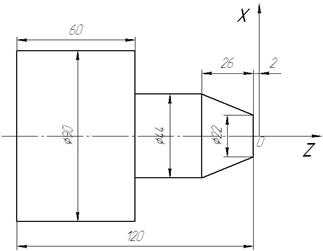
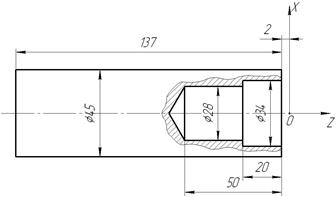
Рис. 2.16. Эскиз обрабатываемого элемента
O2 (REZBA)
G54G90G0X15 Z200S500M3;
N1 T0201 (PROHODN);
M6;
G0X34Z0M8;
G1X-2F0.05;
Z1F0.3;
G0X25;
G1Z-45F0.2;
X32Z-47;
G0Z1;
X18;
G1Z0F0.2;
X24Z-3F0.15;
Z-45;
X32Z-47;
G0X150Z200;
N2 T0403 (REZBOW);
M6;
S400M3;
G0G54G90X30Z6M8;
G76P020060R0.05;
G76X20.752Z-30R0 P1.624Q0.3F3;
G0Z200X150M9;
M5;
M2;
%
G76 – функция нарезки резьбы,
P02 – число чистовых проходов,
00 – высота фаски резьбы,
60 – угол заточки резца,
R0.05 –
X20.752 –ф впадин резьбы,
Z-30 – длинна нарезаемой резьбы,
R0 – угол резьбы,
P1.624 – высота зуба,
Q0.3 – припуск одного прохода,
F3 – шаг.
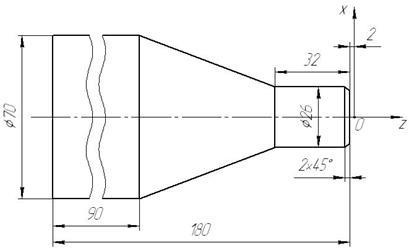
Пример программы черновой и чистовой обработки:
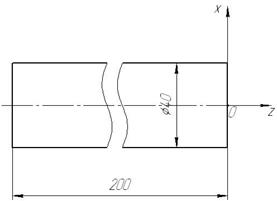
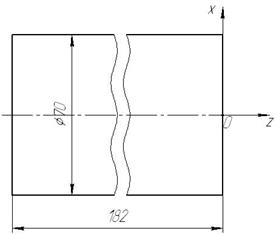
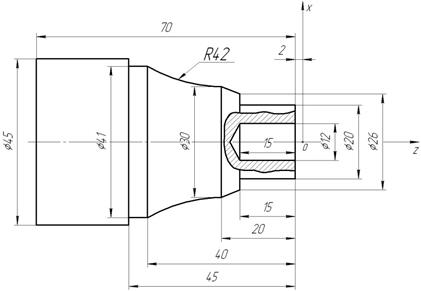
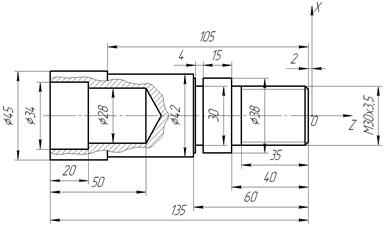
Рис. 2.17. Эскиз обрабатываемой детали
Черновой цикл:
O1 (TEST)
G90 G54 S600 M3;
T04 04;
M6;
G0 X34 Z0 M8;
G1 X-2 F0.1;
G0 Z1;
X30;
G71 U1.5 R1 H1;
G71 P5 Q10 U0.8 W0.2 F0.2;
N5 G1 X4 Z0;
X7 Z-1.5;
Z-10;
G3 X24 Z-21.478 R12;
G1 X28;
Z-35;
N10 X30;
G0 X150 Z200;
Чистовой цикл:
T02 02;
M6;
S700M3;
G0 X30 Z1;
G70 P5 Q10;
G0 X150 Z200 M9 M5;
M2
%
Примеры управляющих программ

O1
N10 G0G54G90X150Z200S400M3;
N20 T0101 (PROHOD);
N30 M6;
N40 G0X76Z85M8;
N50 G1X-2F0.2;
N60 G0Z86;
N70 X132;
N80 Z42;
N90 G96S90;
N100 G0X74F0.3;
N110 G0X76Z43;
N120 X132;
N130 Z39;
N140 G1X74F0.3;
N150 G0X76Z40;
N160 X132;
N170 Z32.2;
N180 G1X124Z36.2F0.3;
N190 X74;
N200 G0X78Z37.2;
N210 Z86;
N220 X76;
N230 G71U2R1H1;
N240G71P250Q300U0.4W0.3F0.3;
N250 G1X44Z85F0.3;
N260 Z60;
N270 X54;
N280 X56Z59;
N290 G2X72Z36R37;
N300 G1Z29;
N310X122;
N320 X130Z25;
N330 Z22;
N340 G0X150Z200;
N350 G97;
N360 T0303M6 (PROHOD);
N370 S700M3M8;
N380 G96S96;
N390 G0G54G90X76Z86;
N400 G70P250Q330;
N410 X150Z200M9;
N420 G97;
N430 M5;
N440 M2;
%
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
O1
№10 G54G90G0X150Z200S400M3;
№20 T0101M6;
№30 M8;
№40 G0X42Z-2;
№50 G1X-2F0.3;
№60 G0X40;
№70 G96S100;
№80 G71U1.5R1H1;
№90 G71P100Q130U0.5W1F0.2;
№100 G1X20F0.2;
№110 Z-52;
№120 X36;
№130 X40Z-54;
№140 G0X42Z-2;
№150 X20;
№160 G70P100Q130;
№170 G0X150Z200M9M5;
№180G97
№190M2
%
Эскиз детали Эскиз заготовки
Текст УП:
O2
№10 G54G90G0X150Z200S500M3;
№20 T0101M6;
№30 M8;
№40 G0X62Z-2;
№50 G1X-2F0.3;
№60 G0X150Z200M9M5;
№70 T0202M6;
№80 G54G90G0X60Z-2S600M3;
№90 M8;
№100 G96S100;
№110 G71U1.5R1H1;
№120 G71P120Q150U0.5W1F0.4;
№130 G1X22F0.4;
№140 X44Z-78;
№150 X56;
№160 X60Z-80;
№170 G0X150Z200M9M5;
№180 G97
№190 T0303M6;
№200 G54G90G0X24Z-2S600M3;
№210 M8;
№220 G96S120;
№230 G70P120Q150F0.3;
№240 G0X150Z200M9M5;
№250 G97;
№260 M2;
%
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
O3
№10 G54G90G0X150Z200S500M3;
№20 T0101M6;
№30 M8;
№40 G0X72Z-2;
№50 G1X-2F0.3;
№60 G0X26;
№70 G96S100;
№80 G71U1R1H1;
№90 G71P100Q110U0W0F0.3;
№100 G1Z-34F0.3;
№110 X70Z-92;
№120 G97;
№130 G0X150Z200M9M5;
№140 M2;
%
Эскиз детали Эскиз заготовки
Текст УП:
O4
№10 G54G90G0X150Z200S500M3;
№20 T0101M6;
№30 M8;
№40 G0X112Z-2;
№50 G1X-2F0.4;
№60 G0X110;
№70 G96S100;
№80 G71U1R1H1;
№90 G71P100Q140U0W0F0.3;
№100 G1X40Z-2F0.3;
№110 Z-92;
№120 X60;
№130 Z-202;
№140 X110;
№150 G97;
№160 G0X150Z200M9M5;
№170 M2;
%
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
O5
№10 G54G90G0X150Z200S400M3;
№20 T0101M6;
№30 M8;
№40 G0X922Z-2;
№50 G1X-2F0.3;
№60 G0X90;
№70 G96S100;
№80 G71U1.5R1H1;
№90 G71P100Q130U0W0F0.2;
№100 G1X22Z-2F0.2;
№110 x44Z-28;
№120 Z-84;
№130 X90;
№140 G97;
№150 G0X150Z200M9M5;
№160 M2;
%
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
O1
№10 G54G90G0X150Z200S400M3;
№20 T0101M6;
№30 G0X47Z-2 M8;
№40 G1X-2F0.3;
№50 G0X150Z200M9M5;
№60 T0202M6;
№70 S400M3M8;
№80 G96S80;
№90 G0G54G90X150Z200;
№100 Z-1;
№110 X40.4
№120 G71U2.3R1H1;
№130 G71P140Q200U1W0.5F0.3;
№140 G1X20Z-2F0.3;
№150 Z-17;
№160 X26;
№170 X30Z-22;
№180 G2X41Z-42R42;
№190 G1Z-47;
№200 X45;
№210 G97;
№220 G0X150Z200M9M5;
№230 T0303M6;
№240 S500M3M8;
№250 G96S96;
№260 G0G54G90X150Z200;
№270 Z-1;
№280 X20;
№290 G1Z-17F0.3;
№300 X26;
№310 X30Z-22;
№320 G2X41Z-42R42;
№330 G1Z-47;
№340 X45;
№350 G97;
№360 G0X150Z200M9M5;
№370 T0404M6;
№380 G90G54S500M3;
№390 M8;
№400 G99G83X0Z-7R3Q5F0.1;
№410 G80;
№420 G0X150Z200M9M5;
№430 T0505M6;
№440 G90G54S500M3;
№450 M8;
№460 G99G83X0Z-17R3Q5F0.1;
№470 G80;
№480 G0X150Z200M9M5;
№490M2
%
Экизы детали и заготовки
Эскиз заготовки
· Операция 1:
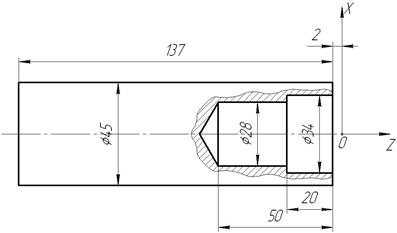
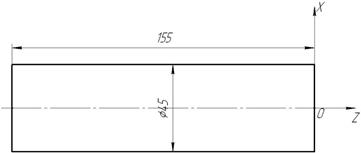 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Текст УП:
O1
№10 G54G90G0X150Z200S400M3;
№20 T0101M6;
№30 G0X47Z-2 M8;
№40 G1X-2F0.3;
№50 G0X150Z200M9M5;
№60 T0202M6;
№70 G54G90S500M3;
№80 M8;
№90 G99G83X0Z-7R3Q5F0.1;
№100 G80;
№110 G0X150Z200M9M5;.
№120 T0303M6;
№130 G54G90S500M3;
№140 M8;
№150 G99G83X0Z-52R3Q26F0.1;
№160 G80;
№170 G0X150Z200M9M5;
№180 T0404M6;
№190 G90G54S200M3;
№200 M8;
№210 G89G98X0Z-22R3F1.5P1;
№220 G80;
№230 G0X150Z200M9M5;
№240 T0505M6;
№250 S500M3;
№260 G0G54G90X47Z-140M8;
№270 G1X-2F0.2;
№280 G0X150Z200M9M5;
№290 M2;
%
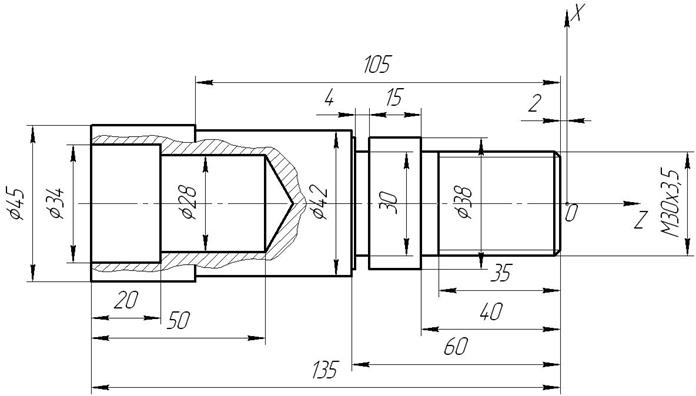
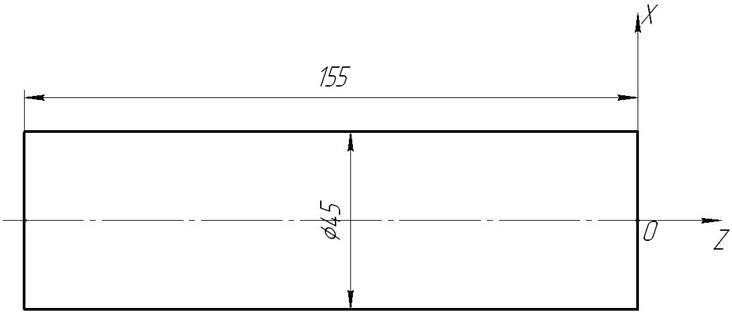
· Операция 2:
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки
Кодирование:
Текст УП:
O2
№10 G54G90G0X150Z200S400M3;
№20 T0606M6;
№30 G0X47Z-2 M8;
№40 G1X-2F0.3;
№50 G0X150Z200M9M5;
№60 T0707M6;
№70 S400M3M8;
№80 G0G54G90X42Z0;
№90 G1Z-107F0.3;
№100 G0X45Z-2;
№110 X150Z200M9M5;
№120 T0808M6;
№130 S400M3M8;
№140 G96S80;
№150 G0G54G90X30Z-2;
№160 G71U1R1H1;
№170 G71P180Q210U0W0F0.3;
№180 G1Z-42F0.3;
№190 X38;
№200 Z-62;
№210 X42;
№220 G97;
№230 G0X150Z200M9M5;
№240 T0909M6;
№250 S200M3M8;
№260 G54G90G0X32Z0;
№270 G76P020060R0.05;
№280 G76X26.211Z-37R0P1.894Q0.3F3.5;
№290 G0X150Z200M9M5;
№300 T10T10M6;
№310 S600M3M8;
№320 G54G90G0X40Z-61;
№330 G1X30F0.1;
№340 G0X40;
№350 X150Z200M9M5;
№360 M2;
%