После выдачи команды, режим G01 сохраняется, пока не будет задана другая Gфункция (G00, G02, G03, G33) из группы 01, которая отменяет режим G01. Если следующей командой будет также G01 и скорость подачи остается неизменной, то требуется задать только значения координат. Если команда F не будет задана в кадре, содержащем первую функцию G01, выводится ошибка программирования (P62). Величина подачи для оси вращения задается в мм/мин (десятичный вид). (F300 = 300мм/мин) Функции G (G70 ~ G89) из группы 09 отменяются (G80) командой G01.
Примеры программ
Пример 1
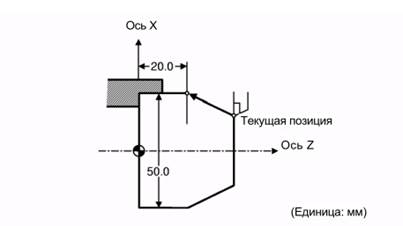
Рис. 2.5. Схема перемещений в рабочей зоне
Фрагмент УП: G01 Х50.0 Z20.0 F300 ;
Пример 2
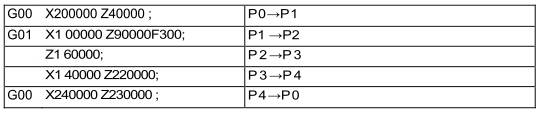
Обработка в последовательности Р1 —► Р2 —► РЗ —► Р4 при подаче 300 мм/мин РО —► Р1 , Р4 —► РО отвод резца
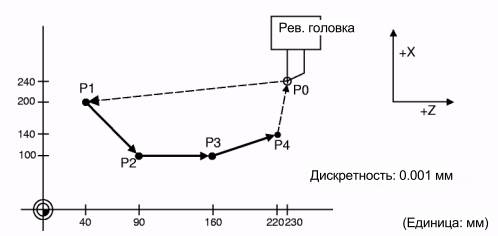
Рис. 2. Схема перемещений в рабочей зоне
Фрагмент УП: