Рис. 1.3. Символы нулевой точки
После отработки выхода в “Исходную позицию” автоматически считываются, заданные в параметрах CNC, смещения для базовой системы координат станка и систем координат детали (G54 ~ G59). В базовой системе координат станка 1-я исходная позиция смещена от нулевой точки (нулевой точки системы координат станка) на величину, заданную в параметрах CNC .
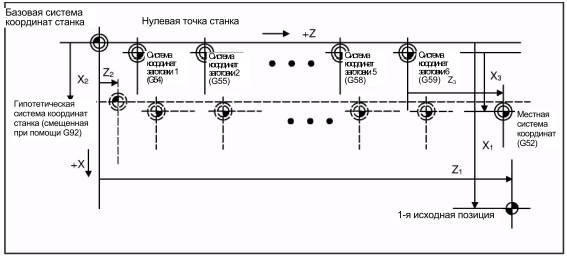
Рис. 1.4. Системы координат
Местная (локальная) система координат (G52) работает внутри одной из систем координат детали, заданной командами G54-G59.При использовании команды G92 базовая система координат станка может быть смещена и превращена в гипотетическую (условную) систему координат станка. Одновременно происходит смещение систем координат детали (G54-G59).
