К низкоэнергетическим процессам и установкам относятся:
Ø Электротехнические установки для технологического использования электрических полей и электрических разрядов в газах для поверхностной обработки (очистки), электрография, струйные принтеры.
Ø Электрохимические технологии и установки: озонные технологии, электролиз, размерная электрохимическая обработка, гальванотехника.
Ø Электромеханические устройства для фиксации физических объектов в пространстве: стабилизация шнура ядерного реактора, магнитная подвеска.
Ø Электромеханические устройства с применением электромагнитных композиций и жидкостей: применяется для создания узлов герметизации (в космосе), для нанесения различных покрытий.
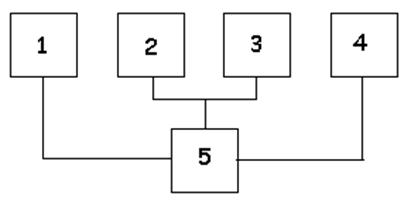
Структурная схема электротехнической установки
Рис.
1 – блок подготовительных операций перед технологическим процессом;
2 – блок, в котором осуществляется зарядка частиц;
3 – элемент, в котором движение направленно, частицы получают движение;
4 – камера формирования готового продукта;
5 – источник ВН и пульт управления технической установки.
В настоящее время обработка различных материалов и изделий производится как в электрическом, так и в магнитном поле, постоянным и переменным напряжением, промышленной и высокой частотой, инфракрасным, световым и ультрафиолетовым излучением, рентгеновскими и γ-лучами, лазерным лучом, электронным пучком, высокотемпературной обработкой (см. табл. ниже).
Действующий
фактор
Вид воздействующего поля и частота
Вид обработки (области применения)
Электростатическое поле
Электрическое поле с постоянным напряжением и f=0
Электроокраска, электрофильтры, разделение на фракции, нанесение покрытий, электрокопчение.
Магнитное поле постоянное
Постоянное магнитное поле
Очистка от ферромагнитных жидкостей, магнитная обработка воды в теплообменных аппаратах, изменение кристаллической структуры вещества.
Постоянный и переменный ток
0-50 (Гц)
Электросварка, пастеризация, выпечка.
Переменные ток и напряжение
102-1010 (Гц)
Индукционный и диэлектрический нагрев. Сушка, консервирование, пастеризация, дефект дескопии.
Стерилизация, стимулирование или угнетание биологических процессов, инициирование и торможение химических реакций, уничтожение микрофлоры.
Ультрафиолетовое излучение
1017-1019 (Гц)
Стерилизация, стимулирование или угнетание биологических процессов, инициирование и торможение химических реакций, уничтожение микрофлоры.
γ-излучение
1020 (Гц)
Стерилизация, стимулирование или угнетание биологических процессов, инициирование и торможение химических реакций, уничтожение микрофлоры.
Электронные лучи, плазма
-
Нагрев, плавка, восстановление металла.
1. Использование электрических полей и электрических разрядов
Общая характеристика
Эти технологические процессы основаны на взаимодействии электрических полей изоляционного промежутка и электрических разрядов с веществом.
Преимущества:
1.В этих процессах имеет место непосредственное воздействие электрической энергии на обрабатываемый материал без промежуточной трансформации энергии, которая сопровождается потерями.
2.Большое разнообразие форм взаимодействия электрического поля с материалами определяет большое разнообразие технологических процессов и предоставляет возможность выбора процесса с оптимальными параметрами.
3.Воздействию электрических полей и электрических разрядов могут быть подвергнуты любые вещества.
Применение электрических разрядов для очистки поверхностей материалов
Метод применяется как последняя стадия очистки поверхности перед нанесением различных покрытий. При этом удаляются следующие загрязнения:
- Микровыступы и микрочастицы основного и примесного материалов
- Хемосорбированные атомы и молекулы – образование монослоя (на поверхности материала) атомов или молекул за счет возникновения химических связей с атомами основного материала. Причем, соотношение атомов загрязнения к атомам основного материала достигает 1:4.
Наиболее опасным является адсорбирование молекул H2O. Энергия химических связей достигает нескольких эВ.
- Физически адсорбированные атомы и молекулы. Адсорбция возникает за счет поляризационных сил. Энергия физической адсорбции на порядок меньше, т.е. такое загрязнение удалить легче (удаляется грязь в один атом или молекулу).
Применяются три вида электрических разрядов:
1. Коронные
2. Тлеющие
3. Маломощные искровые
А) Обработка коронным разрядом:
ОИ - обрабатываемое изделие
U - напряжение
Б) Обработка либо тлеющим, либо маломощным тлеющим разрядом:
Давление:
При использовании схемы (Б) происходит концентрация тока на микровыступах и микрочастицах.
Такая обработка получила название – кондиционирование поверхности.
Кроме этого, процесс очистки заключается в том, что возникает силовое воздействие электрического поля на частички. Это силовое воздействие может превысить силы взаимодействия загрязнения с поверхностью.
Силовое воздействие на частицы загрязнений со стороны ионов электрического разряда:
Также может иметь место модификация поверхности основного вещества, в результате чего образуются свободные химические связи.
В результате такой обработки электрическими разрядами повышается адгезия при нанесении различных покрытий (адгезия – сила сцепления покрытия с основой), при этом повышаются коррозийная стойкость и достигаются другие положительные эффекты.
Электрокаплеструйная печать (принтеры)
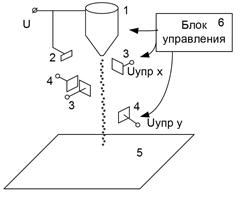
В таких устройствах используется принцип электростатического управления струей монодисперсных заряженных капель чернил по аналогии с электронным осциллографом. Монодисперсные – означает, что капли имеют одинаковые размеры и заряд. Схема устройства представлена на рис.
1 – эмиттер капель и зарядное устройство
2 – дополнительный электрод для очистки струи от мелких капель
3 – 2 плоских электрода для отклонения струи по оси Х и направлении струи
4 – 2 плоских электрода для отклонения струи по оси Y и направлении струи
5 – лист бумаги на металлическом основании
6 – блок синхронизации и управления
Рис.
Эмиттер 1 генерирует однородную прямолинейную струю капель и обеспечивает их заряд. В настоящее время применяют 3 способа получения струи капель.
1) Капли образуются в результате импульсного изменения давления внутри камеры с чернилами и при каждом импульсе из сопла камеры выбрасывается одна капля
2) Из сопла с высоким давлением выбрасывается струя чернил со скоростью 20 м/с. Эта струя подается на пластинку пьезоэлектрического модулятора и дробится на одинаковые капли. Этот способ позволяет получить наивысшую скорость печати
3) Капельная струя образуется под воздействием эл. поля. В качестве электрода используется капилляр. Отличается простотой печатающей головки. Одновременно с образованием осуществляется зарядка капель.
После выхода из эмиттера струя проходит мимо электрода 2. Этот электрода создает электрическое поле с помощью которого удаляются саттелиты (ненужные капельки меньшего размера). Дальше струя проходит через пары электродов 3 и 4. Они служат для создания изменяющегося эл. поля которое отклоняет струю в поперечном направлении по отношению к струе. Это отклонение осуществляется по осям Х и У. Струя попадает на лист 5
Блок синхронизации 6 обеспечивает синхронное управление эмиттером капель и отклонение по осям Х и У.
Электрокаплеструйная печать обладает рядом преимуществ:
– большая скорость печати (размер 5х7 – 1000 знаков в секунду)
– простота
– надежность
Электрографическая печать
В основе электрографической печати лежит свойство высокоомного фотополупроводника изменять свою проводимость под действием света. Получили применение два вида полупроводниковых материала : окись цинка (ZnO2) и селен (Se). Они имеют достаточно большое удельное сопротивление - 1013¸1014 Омм.
Эти фотополупроводники наносят на подложку двумя способами:
1) Путем нанесения тонкого слоя суспензии порошка этого материала с последующим высушиванием (ZnO2)
2) Напыление в вакууме (Se)
Важнейшие параметры материалов:
Тип материала
Разрешающая способность,
лин/мм
Чувствительность,
ед ГОСТа
ZnO2
0.1-1
Se
30-50
Электрографическая печать состоит из 4-х стадий:
1) Электризация (зарядка поверхности полупроводника)
1 – слой полупроводника
2 – металлический лист
3 – направление перемещения
4 – коронирующие электроды (вольфрамовая проволочка диаметром 0,02-0,1 мм)
Зарядка осуществляется с помощью коронирующего разряда. Нужно обеспечить высокую равномерность зарядки, которая достигается применением нескольких рядов коронирующих иголок (проволок), а так же равномерным перемещением полупроводника.
2) Экспонирование заряженного слоя
На поверхность заряженного полупроводника проецируется копируемое изображение. Поверхность имеет освещенные и неосвещенные участки. Сопротивление в освещенных участках снижается и заряд стекает на металлический лист, а на неосвещенных участках заряд остаётся. В результате на поверхности полупроводника остается скрытое электростатическое изображение.
3) Проявление изображения
Обычно применяют два способа проявления: сухой и жидкостный.
Различаются они способом доставки проявляющего порошка к поверхности полупроводника. В первых двух разновидностях сухого способа используется проявитель состоящий из двух компонент:
а) крупнозернистый носитель диаметром 300-700 мкм (кварцевый песок, стеклянный шарики или полистирольные шарики)
б) мелкозернистый тонер диаметром 5-10 мкм
Эти компоненты смешивают и получают:
При проявлении проявитель перемещается по поверхности полупроводника и частички тонера отрываясь от носителя оседают на поверхности полупроводника.
При аэрозольном способе доставка тонера к поверхности полупроводника осуществляется потоком воздуха. При этом используют частички диаметром 0,1-1 мкм. В этом случае увеличивается разрешающая способность (чёткость) изображений и появляется возможность получения полутоновых изображений.
4) Перенос изображения с полупроводника на бумагу.
Для этого листу бумаги сообщается электрический заряд такого же знака, как на поверхности полупроводника. Затем лист кратковременно накладывается на поверхность полупроводника и на поверхности листа остаётся некоторое количество частичек тонера. После этого полученное изображение закрепляется на бумаге термически или с помощью растворителя.
Жидкостный способ: происходят те же самые процессы, что и в сухом, только теперь уже в жидкой среде, причем качество печати выше и проще осуществить цветную печать, но установки сложнее и дороже.
2. Электроаэрозольные технологии
Методы зарядки частиц
В настоящее время используется три основных метода зарядки частиц:
1 – ионная
2 – индукционная
3 – статическая электризация
Ионнаязарядка заключается в том, что движущиеся ионы газового разряда осаждаются на поверхности частичек и отделиться не могут из-за возникающего потенциального барьера. Происходит накопление ионов на поверхности частицы и она приобретает заряд равный сумме зарядов ионов (см. рис. ). Источником ионов является униполярный коронный разряд (иногда поверхностный).
Рис.
Индукционная зарядка. Осуществляется помощью источника высокого напряжения (см. рис. ).
Рис.
а – частица поляризуется в эл. поле.
б – контактирует с поверхностью электрода в результате чего поляризационный заряд нейтрализуется
в – частица преобретает избыточный заряд и отталкивается от электрода.
Статическая электризацияосуществляется путем контакта и последующего разделения тел, обладающими различными физическими и химическими свойствами. Это происходит в результате трения частиц друг о друга или о поверхность. Контактирующие тела приобретают заряды разных знаков. Отличительной особенностью является то, что не требуется наличие внешнего электрического поля. При статической электризации для 400 видов веществ соблюдается правило Коэна: “При статической электризации вещество с большой приобретает положительный знак”.
Перемещение заряженных частиц в электрическом поле
При движении заряженной частицы в электрическом поле она подчиняется второму закону Ньютона:
,
где - масса частицы;
– сила тяжести;
– сила со стороны электрического поля;
- сила, обусловленная неоднородностью электрического поля (если поле однородное, то этой силы нет);
– радиус физической частицы;
–диэлектрическая проницаемость вещества.
–сила сопротивления перемещению частиц со стороны среды.
Расчет этой силы представляет наиболее сложную задачу. Были выполнены расчеты сил и скорости для различных значений напряженности
Рис.
При наблюдается минимальная скорость движения частиц.
Электрофильтры
Электрофильтры представляют собой один из наиболее совершенных способов очистки газов в самых различных условиях.
При подаче высокого напряжения UВН на высоковольтные электроды (провода), на них возникает коронный разряд (униполярный). В поле коронного разряда частички заряжаются и под действием сил электрического поля движутся к осадительным электродам и осаждаются на них. Слой пыли периодически удаляется встряхиванием электродов.
Важнейшая характеристика – степень очистки.
– концентрации пыли на выходе и на входе электрофильтра.
Процесс осаждения пыли описывается дифференциальными уравнениями. В результате его решения получено выражение:
– скорость движения газа внутри электрофильтра.
– скорость перемещения частичек в электрическом поле.
– характеризует неоднородность концентрации пыли.
При работе электрофильтра необходимо обеспечивать его функционирование при максимальном напряжении. → η↑. По этой причине используется напряжение отрицательной полярности. При отрицательной полярности пробивное напряжение промежутка больше и рабочее напряжение может иметь наибольшую величину.
Сильное влияние на работу электрофильтров оказывает удельная проводимость частиц. Лучше всего улавливаются частички с удельной проводимостью
Р - обеспечивает распыление краски (образуются капельки краски), эти капельки попадают в область коронного разряда Э и приобретают определённый заряд. Между Р и Э и заземлённой подложкой М возникает электрическое поле. Заряженные К движутся по силовым линиям поля и оседают на поверхности ОИ. Расстояние между Р и ОИ 200 300 мм.
Применяют две разновидности электроокраски:
1) Электростатическая.
2) Окраска с механическим распылением.
1. Эл. поле применяется для распыления краски, для зарядки и перемещения капель краски. Такая схема применяется редко.
2. Распыление краски осуществляется не электрическими способами:
– центробежное;
– безвоздушное дробление краски высоким давлением
– пневматическое.
Электрическое поле в этом случае применяется лишь для зарядки и перемещения капель краски.
Плюсы электроокраски:
1) Резко уменьшаются потери материала (при обычной пневмоокраске потери 50%, а при эл. окраске 10 20% ).
2) Покрытие получается более тлотным, прочным и равномерным.
На процесс электороокраски влияют следующие факторы:
Применяется для разделения смешанных разнородных порошковых материалов.
В настоящее время применяются следующие виды эл. сепараций:
1) Разделение, основанное на различии в удельной проводимости. и диэл. ведут себя различным образом на в/в электроде. Первые быстро заряжаются и отталкиваются от в/в, а у вторых этот процесс занимает больше времени.
2) Разделение материалов основано на различии в электризации трением. При трении частицы 2х материалов смеси о поверхность 3го эти частицы приобретают заряды разные по величине, а иногда и по знаку. Затем смесь подаётся в эл. статическое поле и оседает либо на разных электродах, либо на различных частях электрода. таким образом разделяются частички.
3) Разделение, основанное на использовании пироэлектрического эффекта – когда при нагревании смеси разнородных материалов, частицы первого вида приобретают положительный заряд, а другого – отрицательный заряд. При распылении они оседают на разных электродах.
4) Разделение, основанное на различии в диэлектрической проницаемости материалов этих частиц. В этом случае используются силы, действующие на незаряженную диэлектрическую частицу в неоднородном поле. Если Ематериала Есреды, то частицы втягиваются в область с наибольшей напряжённостью поля. Если Ематериала Есреды, частицы выталкиваются из этой области
5) Разделение, основанное на различии массы частиц. Частицы разного размера и массы подаются в промежуток между коронирующими и осадительными электродами. Частицы приобретают заряд, движутся в эл. поле и оседают на различных участках осадительного электрода в зависимости от массы и размеров.
Разделение, основанное на различии в удельной проводимости.
В этом случае применяют барабанный (пластинчатый сепаратор), конструкция которого схематично представлена следующем рис.
Рис.
1 - питатель порошковой смеси; из него подаётся порошковая смесь;
2 - наклонная металлическая плоскость с графитизированной поверхностью (для улучшения электрического контакта);
3 – вращающийся металлический барабан;
4 - коронирующие электроды (провода);
5 и 6 - приёмники частиц с большой и малой проводимостью соответственно;
7 - разделительная перегородка;
8 - дополнительный электрод (в/в) служит для увеличения эффективности работы барабана 3.
Принцип работы:
Частицы порошковой смеси скользят по поверхности 2 и затем попадают на барабан 3. Под действием эл. поля коронирующих электродов 4 частицы приобретают заряд, причём проводящие частицы заряжаются быстрее, они отталкиваются от поверхности 3, имеющей такой же по знаку заряд, и попадают в отсек 5. Частицы с малой проводимостью дольше удерживаются на поверхности 3, но всё равно заряжаются и попадают в 6.
3. Электрохимические технологии
Размерная электрохимическая обработка.
Размерная электрохимическая обработка – это процесс получения из заготовки какой-либо детали требуемой формы и размера с использованием явления анодного растворения металла.
Технологические схемы
Обработка с неподвижными электродами. Схема технологического представлена на рис.
Рис.
1 – электрод – инструмент неподвижный;
2 – заготовка (обрабатываемое изделие);
3 – диэлектрик с открытыми участками.
- направление и скорость движения электролита.
При такой обработке на месте открытого участка появляется отверстие или углубление. Рабочий зазор – изменяется в процессе обработки (увеличивается) и процесс получается нестационарным. Это является недостатком.
Такая схема применяется для получения отверстий, удаления заусенцев, нанесения надписей.
Схема для прошивания отверстий, углублений, полостей сложной конфигурации (рис. ).
Электрод – инструмент имеет поступательное перемещение со скоростью в указанном направлении, причем таким образам, что . Электрод – инструмент иногда выполняется полым, в нем делаются мелкие отверстия для подачи и отвода электролита.
Точение наружных и внутренних поверхностей (аналогия токарной обработки рис. ).
Рис.
Электрод – инструмент может иметь перемещение как поперек, так и вдоль, соответственно и .
Разрезание заготовок.
Рис.
Производительность не очень высокая. Применяется, когда нельзя использовать механическое воздействие, например, когда материал вязкий или хрупкий (крошится).
Шлифование поверхности (рис. ).
Рис.
Во всех схемах “+” всегда подается на обрабатываемую поверхность.
Размерная электрохимическая обработка обязательно применяется тогда, когда недопустимы механические усилия.
Механизм размерной электрохимической обработки.
Удаление металла происходит в среде электролита под действием электрического тока без непосредственного контакта между инструментом и заготовкой. В этом случае удаляемый металл претерпевает химическую реакцию соединения с продуктами разложения воды. При этом образуются нерастворимые в воде соединения – гидрооксиды металлов в виде мелких твёрдых частичек. Эти соединения уносятся потоками электролита. Попутно, в результате разложения молекул воды, на аноде появляется кислород, на катоде водород. На катоде наблюдается только разложение воды, и он не изнашивается. В качестве электролита наиболее часто используются раствор поваренной соли (NaCl) и раствор нитрата натрия. Электрод – инструмент изготавливают из меди, бронзы или графита.
По первому закону Фарадея:
- масса растворенного металла,
- количество электричества
(Кл),
- электрофизический эквивалент
(кг/Ас)
- число Фарадея,
A – атомная масса,
n – валентность,
I – величина электрического тока,
τ – время обработки.
Окончательнополучаем:
.
Значения электрохимического эквивалента
Материал
Сталь 4,5
Титан
Алюминий
Медь
Никель
Цинк
0,223
~0,16
~0,091
0,329
0,304
0,34
На практике чаще пользуются скоростью линейного растворения – это фактически скорость перемещения электрода – инструмента в процессе обработки. Эта скорость дает значение о производительности процесса.
,
,
- плотность тока,
- площадь обрабатываемой поверхности,
,
- смещение электрода – инструмента,
- плотность обрабатываемого материала,
,
- напряженность электрического поля,
- удельная проводимость электролита.
Тогда скорость линейного растворения определится по формуле
,
Параметр - называется коэффициент выхода по току и учитывает отклонения от закона Фарадея, которые имеют место на практике. Численное значение этого коэффициента колеблется в пределах и зависит от вида электролита, формы и размеров электродов, величины напряжения. Если , это означает, происходит дополнительное удаление металла вследствие побочных химических реакций.
Для большинства расчетных схем напряжение берется в пределах . Для титанового сплава напряжение может достигать . Такое же напряжение используется при резке металлов. При шлифовке . Скорость электролита составляет .
Электролизные установки
Сущность электролизного технологического процесса (рис. ), заключается в том, что при протекании электрического постоянного тока через электролитическую ванну может иметь место одно из явлений:
· Либо происходит осаждение частиц вещества из электролита на электродах ванны (электроэкстракция)
· Либо имеет место перенос вещества с одного электрода на другой через электролит (электролитическое рафинирование)
Рис.
В качестве электролита используется растворы солей, кислот и оснований как правило в воде.
В электролите имеет место ионная проводимость. При подаче напряжения на электроды ионы движутся к электродам, нейтрализуются и оседают на них. При этом имеет место либо электроэкстракция либо электролитическое рафинирование.
Основное значение имеет при выборе понятие нормального потенциала.
Если электрод изготовлен из такого же металла как электролит, то при некотором потенциале между электродом и электролитом нет ни первого, ни второго процесса. Такой потенциал называется нормальный.
Металл, электролит
Нормальный потенциал,В
Al
N2
H
Cu
Ag
Zn
-1.67
-2.71
0.34
0.8
-0.76
Если на электроды подать более отрицательный потенциал, то начинается электроэкстракция.
Если более положительный, то электролитическое рафинирование.
Электролиз применяют для получения или очистки металлов.
В количественном отношении электролизный процесс описывается тем же самым законом Фарадея.
Uэл=Eр+Eп+Uэ+Uс
Eр - напряжение разложения
Eп – сумма анодного и катодного ПН
Uэ – падение напряжения на электролите
Uс – падение напряжения на шинах контактов электродов
Uэ = I∙Rвн
Uэ =I∙(Rш+Rк+Rэ)
Pэл = I∙(Ep+Eп+Uэ+Uс)
W = Pэл∙τ
τ – время технологического процесса
Ep – полезная работа
Эффективность электролизного процесса описывается массой вещества.
Сырьем для получения Znслужит цинковая обманка ZnS. Этот минерал сначала подвергают окислению, обжигу, а затем подвергают выщелачиванию.
ZnSO4 + H2O (5÷6%) Проводимость у такого раствора невысока, поэтому добавляют к этому раствору 10÷12% H2SO4
Электролитическая ванна выполнена из дерева или бетона и изолирована от земли.
Электролизный процесс проводится при t = 35÷400C
j = 400÷600 А/м2
На катоде появляется ПН – 1,1 В (нормальный потенциал -0,76 В)
Возникает электроэкстракция – осаждение Zn на катоде.
η = 0,88÷0,94
1/gэ = 3500 кВт∙ч/т
τ = 40÷50 часов
После этого Zn сдирают с катода и переплавляют.
Получение Al
В качестве электролита используются не раствор, а расплав. В качестве сырья используется глинозем Al2O3
tпл = 2050 0С
Расплав этого материала имеет низкую проводимость. Поэтому в качестве электролита используют глинозем и криолит Na3AlF6
tпл = 950 0С
Ванны и электроды изготавливают из угля или графита.
I = 200÷250 кА
j = 7÷10 кА/м2
1/gэ = 14000÷16000 кВт∙ч/т
Гальванотехника
Это электротехнологический процесс осаждения металла на поверхность как металла, так и не металлических изделий с помощью электролиза.
Перед обработкой поверхность тщательно очищают, затем осуществляют травление кислотой H2SO4 , HCl. В качестве электролита используется раствор соли наносимого металла. Иногда добавляют кислоты и щелочи для повышения проводимости. Анод изготавливается из наносимого металла, изделие является катодом.
Происходит перенос металла с анода на катод, обработка происходит при небольших плотностях тока , не больше десятков А/м2.
Гальванопластика – получение точных копий с изделий.
Электродинамический эффект и электрический ветер
При воздействии ЭП на газовые и жидкие среды наблюдается их движение. Оно обусловлено передачей кинетической энергии при соударении ионов среды с нейтральными молекулами.
Это явление получило название электрический ветер для газовых сред.
Электрический ветер всегда направлен от электрода с меньшим радиусом кривизны.
Сила воздействия на электрический разряд оценивается просто:
F = E∙ρ ρ – плотность заряда
Установлены некоторые закономерности электрического ветра:
Работа этих устройств основана на явлении электроэрозии,т.е разрушение обрабатываемого материала(Ме) под действием импульсов тока, протекающего между электродом обрабатываемой поверхностью, как правило в диэлектрической среде.
При протекании импульсов тока в искровом канале происходит превращение электроэнергии в тепло в искровом канале между электродам и поверхностью. Происходит нагрев, и его удаление.
Основные параметры обработки:
-частота следования импульсов от сотен до сотен тысяч Гц,
-амплитуда тока от долей до тысяч А,
-длительность импульсов от долей до нескольких тысяч секунд.
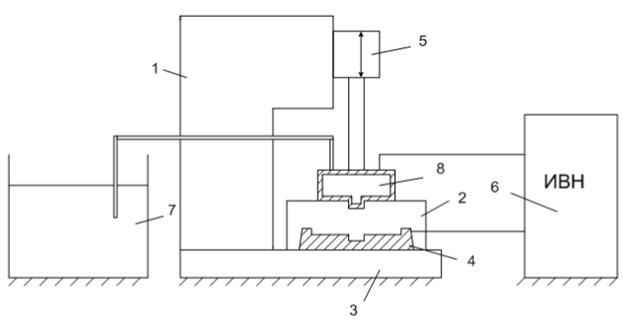
Изменением этих параметров устанавливается необходимый режим обработки. Схема1.
1-вертикальная стойка станка
2-рабочая ванна
3-стол для установки рабочей ванны, которая обеспечивает перемещение рабочей ванны по двум координатам в горизонтальной плоскости.
4-обратываемое электрод-изделие, располагающееся внутри рабочей ванны и перемещающейся вместе с ней.
5-устройство для вертикального перемещения.
6-источник высокого импульсного напряжения (периодическое, не ниже 1кВ).
7-система снабжения рабочей диэлектрической жидкостью(обычно трансформаторное масло). Система включает в себя насосы, фильтры, системы возврата жидкости, охладители.
8-электрод-инструмент, изготавливается из более тугоплавкого материала, чем электрод-изделие (вольфрам, графит).
Работа установки
Электрод-инструмент (8) подводится к поверхности изделия (4) и включается источник напряжения (6).
Т.е. к промежутку между электродом-инструментом (8), изделием (4) прикладываются импульсы высокого напряжения и в этом промежутке возникают электроискровые разряды. Эти каналы являются очень концентрированными преобразователями электрической энергии в тепловую с объемной плотностью 10^12 Дж/м3.
При этом плотность мощности 1-10^7 Вт/см2. Выделившаяся тепловая энергия приводит к нагреву, расплавлению, испарению металла изделия и его удаление с помощью рабочей жидкости. При этом многократные электрические разряды проходят послойно всю обрабатываемую поверхность. В итоге в изделии образуются углубления, которые копируют форму электрода.
В качестве источников питания используются импульсные источники питания на основе емкостных накопителей энергии.
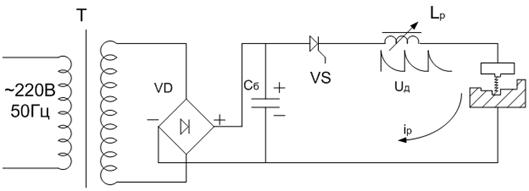
Схема 2.
Питание происходит от сети 220В с помощью трансформатора тока. Повышенное напряжение выпрямляется с помощью выпрямителя VD, выпрямленное напряжение используется для периодической загрузки батареи конденсатора Cб. После зарядки этой емкости образуется разрядный контур, содержащий индуктивность Lp и рабочий искровой промежуток. Емкость разряжается, в разрядном контуре протекает ток Lp. После этого тиристор VD запирается и процесс зарядки емкости Сб повторяется. Управление режимом обработки (шероховатость, производительность) производится путем измения мощности и частоты следования импульсов тока ip.
Такие установки имеют высокую производительность и высокое качество обработки. При некоторых видах обработки такие установки незаменимы.
Недостаток: наблюдается износ электрода-инструмента.
Установки электрогидравлической обработки
Такие установки основаны на применении электрогидравлического эффекта.
Электрогидравлический эффект заключается в преобразовании электроэнергии, запасённой в ёмкостном накопителе в механическую энергию ударной волны при помощи мощного искрового разряда, который создаётся в жидкой среде (чаще воде).
Электрическая схема практически такая же как в предыдущем случае. Отличие в длине разрядного промежутка (она больше).
Параметры технологического процесса:
1) - крутизна нарастающего тока;
2) до 250 кА;
3) до 100 МВт;
4) до Дж.
При таких параметрах искровой канал имеет характер взрыва.
Температура канала К; Давление МПа.
Давление передаётся жидкости.
Области применения:
а) выбивка формовочных стержней в отливках сложной формы;
б) очистка литья и различных поверхностей от окалины;
в)дробление, измельчение различных материалов;
г) утилизация железобетонных изделий.
Установки импульсной сварки
Предназначены для получения неразъёмных сварных металлических соединений путём сжатия места соединения и нагревания его до температуры плавления путём пропускания импульсного тока.
Схема процесса такая же как и в предыдущем случае. Отличие только в нагрузке. Детали практически не нагреваются.
Преимущество – локализация термического воздействия, исключается разрушение мелких сварных деталей.
Устройства магнитно-импульсной обработки
Эти установки основаны на преобразовании ЭЭ в энергию импульсного МП, затем происходит взаимодействие импульсных полей, создаваемых инструментом – индуктором, с наведённым им Эл. Током в заготовке.
В результате энергия МП превращается в механическую энергию, которая необходимым образом деформирует заготовку.
В этом случае разрядный ток протекает непосредственно через заготовку. Заготовка – часть ИИ.
разветвляется на и . Взаимодействие токов приводит к деформации заготовки, и она приобретает форму, показанную пунктиром.
Преимущества:
1) Нет необходимости в жидкой или газообразной технологической среде;
2) Можно использовать в труднодоступных местах, в вакууме и диэлектрической перегородки;
3) Универсальность;
4) Высокие удельные механические нагрузки Па;
5) Простота автоматизации и контроля;
6) Точная дозировка и высокая производительность.
Недостатки:
1) Материал должен иметь высокую электропроводность;
2) Необходимость установки проводящих прокладок при образовании материалов, плохо проводящих эл. ток;
3) Трудности обработки поверхностей, имеющих разрыв для эл. тока;
4) Трудности с обработкой массивных заготовок.
Установки импульсной электрохимической обработки.Это рассмотренные выше электрохимические технологические процессы, в которых вместо постоянного напряжения применяется импульсное.



 ОИ - обрабатываемое изделие
ОИ - обрабатываемое изделие




 1 – эмиттер капель и зарядное устройство
1 – эмиттер капель и зарядное устройство
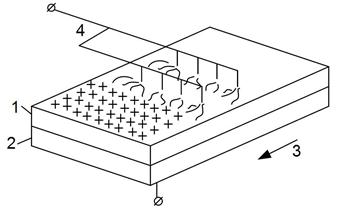
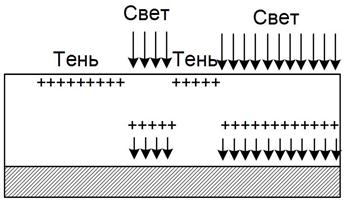

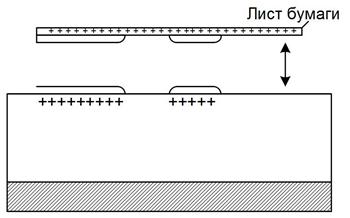
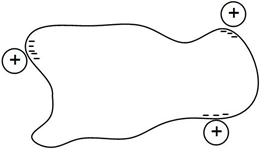 Рис.
Рис.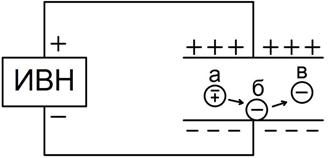 Рис.
Рис. приобретает положительный знак”.
приобретает положительный знак”.
 ,
, - масса частицы;
- масса частицы; – сила тяжести;
– сила тяжести; 
 – сила со стороны электрического поля;
– сила со стороны электрического поля; - сила, обусловленная неоднородностью электрического поля (если поле однородное, то этой силы нет);
- сила, обусловленная неоднородностью электрического поля (если поле однородное, то этой силы нет); – радиус физической частицы;
– радиус физической частицы; –сила сопротивления перемещению частиц со стороны среды.
–сила сопротивления перемещению частиц со стороны среды.
 наблюдается минимальная скорость движения частиц.
наблюдается минимальная скорость движения частиц.


 – концентрации пыли на выходе и на входе электрофильтра.
– концентрации пыли на выходе и на входе электрофильтра.
 – скорость движения газа внутри электрофильтра.
– скорость движения газа внутри электрофильтра. – скорость перемещения частичек в электрическом поле.
– скорость перемещения частичек в электрическом поле. – характеризует неоднородность концентрации пыли.
– характеризует неоднородность концентрации пыли. → η↑. По этой причине используется напряжение отрицательной полярности. При отрицательной полярности пробивное напряжение промежутка больше и рабочее напряжение может иметь наибольшую величину.
→ η↑. По этой причине используется напряжение отрицательной полярности. При отрицательной полярности пробивное напряжение промежутка больше и рабочее напряжение может иметь наибольшую величину.

 200
200  300 мм.
300 мм. 50%, а при эл. окраске
50%, а при эл. окраске  20% ).
20% ). (4
(4  0.07 Па·с
0.07 Па·с Есреды, то частицы втягиваются в область с наибольшей напряжённостью поля. Если Ематериала
Есреды, то частицы втягиваются в область с наибольшей напряжённостью поля. Если Ематериала  Есреды, частицы выталкиваются из этой области
Есреды, частицы выталкиваются из этой области
 - направление и скорость движения электролита.
- направление и скорость движения электролита. изменяется в процессе обработки (увеличивается) и процесс получается нестационарным. Это является недостатком.
изменяется в процессе обработки (увеличивается) и процесс получается нестационарным. Это является недостатком.
 в указанном направлении, причем таким образам, что
в указанном направлении, причем таким образам, что  . Электрод – инструмент иногда выполняется полым, в нем делаются мелкие отверстия для подачи и отвода электролита.
. Электрод – инструмент иногда выполняется полым, в нем делаются мелкие отверстия для подачи и отвода электролита.
 .
.

 - количество электричества
- количество электричества (Кл),
(Кл), (кг/Ас)
(кг/Ас) - число Фарадея,
- число Фарадея, .
.
 ,
, ,
, - плотность тока,
- плотность тока, - площадь обрабатываемой поверхности,
- площадь обрабатываемой поверхности, ,
, - смещение электрода – инструмента,
- смещение электрода – инструмента, - плотность обрабатываемого материала,
- плотность обрабатываемого материала, ,
, - напряженность электрического поля,
- напряженность электрического поля, - удельная проводимость электролита.
- удельная проводимость электролита. определится по формуле
определится по формуле ,
, - называется коэффициент выхода по току и учитывает отклонения от закона Фарадея, которые имеют место на практике. Численное значение этого коэффициента колеблется в пределах
- называется коэффициент выхода по току и учитывает отклонения от закона Фарадея, которые имеют место на практике. Численное значение этого коэффициента колеблется в пределах  и зависит от вида электролита, формы и размеров электродов, величины напряжения. Если
и зависит от вида электролита, формы и размеров электродов, величины напряжения. Если  , это означает, происходит дополнительное удаление металла вследствие побочных химических реакций.
, это означает, происходит дополнительное удаление металла вследствие побочных химических реакций. . Для титанового сплава напряжение может достигать
. Для титанового сплава напряжение может достигать  . Такое же напряжение используется при резке металлов. При шлифовке
. Такое же напряжение используется при резке металлов. При шлифовке  . Скорость электролита составляет
. Скорость электролита составляет  .
.


 - крутизна нарастающего тока;
- крутизна нарастающего тока; до 250 кА;
до 250 кА; до 100 МВт;
до 100 МВт; до
до  Дж.
Дж. К; Давление
К; Давление  МПа.
МПа.
 - батарея индуктивностей (создаёт импульс нужной формы);
- батарея индуктивностей (создаёт импульс нужной формы);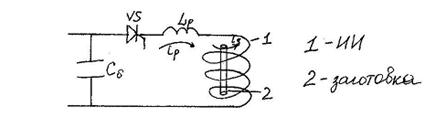
 наводит в заготовке ток
наводит в заготовке ток  . Токи взаимодействуют и обеспечивают механические усилия и деформацию заготовки.
. Токи взаимодействуют и обеспечивают механические усилия и деформацию заготовки.
 - собственная индуктивность ИИ;
- собственная индуктивность ИИ; - активное сопротивление ИИ;
- активное сопротивление ИИ; - активное сопротивление
- активное сопротивление  - коэффициент взаимоиндукции;
- коэффициент взаимоиндукции; - индуктивность и активное сопротивление заготовки.
- индуктивность и активное сопротивление заготовки.
 и
и  . Взаимодействие токов приводит к деформации заготовки, и она приобретает форму, показанную пунктиром.
. Взаимодействие токов приводит к деформации заготовки, и она приобретает форму, показанную пунктиром.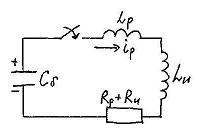
 Па;
Па;