2. являются неограниченными как в направлении уменьшения, так и в направлений увеличения чисел, т. е. допускают неограниченное развитие параметров или размеров в направлении увеличения и направлении уменьшения;
3. включают все десятичные кратные или дробные значения любого числа, а также единицу; являются простыми и легко запоминаются.
Перечисленными свойствами обладают числа, которые являются геометрическими прогрессиями.
Ряды таких чисел включают целые степени десяти и имеют знаменатели прогрессии, равные
Основные, производные, ограниченные и составные ряды. Установлено четыре основных десятичных ряда предпочтительных чисел:
Каждый член ряда получают путем умножения предыдущего члена на знаменатель прогрессии φ
В некоторых технически обоснованных случаях допускается использование дополнительного ряда предпочтительных чисел R80 — φ= 1,03.
Номер ряда предпочтительных чисел R5, R10, R20, R40, R80 указывает на количество чисел в десятичном интервале (интервал, в котором числа ряда увеличиваются в десять раз). Так, ряд R10 содержит в десятичном интервале 10 чисел.
Например, ряд R5 составляют числа с номерами 0-8-16-24-32-40; ряд R10 числа: 0-4-8-12-16-20-24-28-32-36-40 и т. д.
В ряды предпочтительных чисел входит округленное значение числа «Пи» число 3,15 (номер 20 в табл.). Число Пи(отношение длинны окружности к диаметру), выражается бесконечной непериодической десятичной дробью:П = 3,141 592 653 589 793 238 462 643...
14 марта - Всемирный день числа ПИ. По давней традиции, именно в этот день каждый год проходит торжественная конференция, посвященная проблеме числа ПИ в математике.
Предпочтительные числа ряда R40
Номерчисла
Предпочтительные числа
Номерчисла
Предпочтительныечисла
Номер числа
Предпочтительныечисла
Номер числа
Предпочтительные числа
1,0
1,90
3,35
6,00
1,06
2,00
3,55
6,30
.2
1,12
2,12
3,75
6,70
1,18
2,24
4,00
7,10
1,25
2,36
4,25
7,50
1,32
2,50
4,50
8,00
1,40
2,65
4,75
8,50
1,50
2,80
5,00
9,00
1,60
3,00
5,30
9,50
1,70
3,15
5,60
10,0
1,80
ВЫБОР ГРАДАЦИИ ПАРАМЕТРИЧЕСКОГО РЯДА
Градацией параметрического ряда называется математическая закономерность, определяющая характер интервалов между членами ряда в определенном диапазоне. В зависимости от характера интервалов различают градацию с одинаковым интервалом во всем диапазоне ряда, например номинальная мощность электродвигателей: 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000 кВт - ряд R10 (100... 1000) и градацию с различным интервалом в диапазоне ряда, например параметрический ряд усилий листогибочных прессов: 25; 40; 63; 100; 160; 250; 315; 400; 500 тс - ряд R5 (25...250) и ряд R10 (315...500).
Выбор оптимальной градации параметрического ряда сводится к отысканию такого ряда предпочтительных чисел, который в наибольшей степени отвечает поставленным требованиям.
Допуски и посадки цилиндрических и плоских соединений
Основными геометрическими характеристиками деталей машин являются размеры и форма. Рассмотрим простейшие формы деталей с гладкими цилиндрическими и плоскими поверхностями. Сначала дадим основные определения.
Номинальный размер - размер, относительно которого определяются предельные размеры, служит началом отсчета отклонений. Номинальные размеры рассматриваемых форм деталей, как правило, округляются до значений из рядов предпочтительных чисел. Эти размеры проставляют на чертежах деталей (без отклонений).
Действительный размер- размер, установленный измерениями с допустимым отклонением.
Предельные размеры- два предельно допустимых (наибольший и наименьший) размера, между которыми должен находиться действительный размер.
Отклонение — алгебраическая разность между размерами (действительным, предельным и т.д.) и соответствующим номинальным размером.
Верхнее отклонение- алгебраическая разность между наибольшим предельным и номинальным размерами. Для отверстий обозначается ES для валов es
Нижнее отклонение- алгебраическая разность наименьшего и номинального размеров. Для отверстий обозначается EI для валов ei
Нулевая линия- линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные - вниз.
Допуск- разность между верхним и нижним отклонениями.
Квалитет- совокупность допусков, соответствующих одинаковой степени точности для всех девятнадцати номинальных
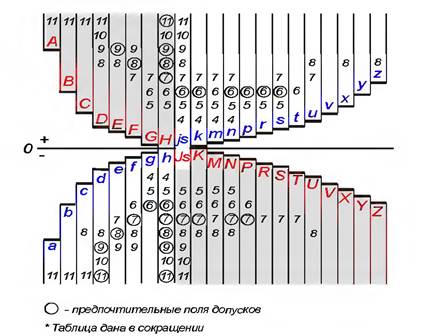
Основное отклонение - одно из двух отклонений (верхнее или нижнее), ближайшее к нулевой линии. Они обозначаются буквами латинского алфавита для отверстий; а, Ь, с………x, y,,z для валов в зависимости от положения основного отклонения относительно нулевой линии.
Сопрягаемые детали- детали, подвижно или неподвижно соединяемые сборкой и контактирующие друг с другом по сопрягаемым (после сборки - по сопряженным) поверхностям.
Посадка- характер соединения деталей, определяется величиной полученных зазоров или натягов
Принципы построения системы допусков и посадок
СДП- это совокупность рядов допусков и посад оформленных в виде стандарта.
Первый принцип.
Принято, что детали разных размеров считают принадлежащими одному квалитету если их изготавливают при одинаковых режимах обработки и на том же оборудовании.
Допуск рассчитывают: IT = k∙I где k число единиц допуска установленное для каждого квалитета, i единица допуска, зависящая только от размера
Стандарт устанавливает квалитеты 01; 0; 1; 2; 3;…..16; 17; 18. в порядке убывания точности. Квалитеты 01 по 4 применяются для изготавления образцовых мер и калибров, С 5по 11 для сопрягаемых элементов, с 12 по 18 для несопрягаемых.
Второй принцип
Установлено 27 основных отклонений для валов и 27 основных отклонений для отверстий.
Третий принцип
Предусмотрены посадки в системе отверстия (нижнее отклонение отверстия равно нулю) и в системе вала (верхнее отклонение вала равно нулю). Предпочтение отдают системе отверстия, так как отверстия точнее контролируются и изготавливаются.
Четвертый принцип
Установлена нормальная температура для определения размеров и отклонений – 20 градусов Цельсия
.
Выбор системы посадок, квалитетов и вида посадок
1 метод- метод прецедентов или аналогов. Посадка выбирается по аналогии с уже имеющейся хорошо работающей.
2 метод- метод подобия. Пользуются различными рекомендациями технических документов.
3 метод - расчетный метод.
Виды посадок.
В интервале размеров от 1 до 500 мм посадки с зазором установлены в квалитетах 4-12, переходные - в квалитетах 4-7, посадки с натягом - в квалитетах 5-8. Если вид посадки определяют по результатам расчета, то квалитет выбирают одновременно с посадкой.
В машинах и приборах при высоких требованиях к ограничению разброса зазоров и натягов посадок применяют для отверстий квалитет 7, для валов квалитет 6; при особо высоких требованиях к точности соединений (узлы подшипников качения высокой точности в приборах) применяют для отверстий квалитет 6 и для валов квалитет 5; при менее высоких требованиях к ограничению разброса зазоров и натягов для упрощения технологии можно применять квалитет 8; в соединениях, допускающих большие зазоры, и для облегчения сборки применяют квалитеты 9-12; допуски свободных размеров назначаются по квалитету 12 и грубее. Учитывая повышенные требования к качеству машин и приборов, рекомендуется шире применять квалитеты 6-8.
.
Выбор посадок. Основными характеристиками посадок являются наименьшие натяги или зазоры и их допуски. При переходе от посадок с большими зазорами (образованными полями а, А) к посадкам с большими натягами (образованными полями zc, ZC) при неизменном номинальном размере наименьшие зазоры уменьшаются и наименьшие натяги увеличиваются. У переходных посадок в том же направлении (от поля js, Jsк полю и, N) повышается вероятность получения натягов. При переходе к менее точным квалитетам при одинаковых посадках и номинальных размерах значения Sminи Nminне изменяются, но допуски посадок при этом увеличиваются.
Посадки с натягомпо значению гарантированного натяга подразделяют на три подгруппы: с минимальным, умеренным и большим гарантированными натягами.
Посадки с минимальным гарантированным натягом (H7/p6, P7/h6, H6/p5, P6/h5) применяют при малых нагрузках и для уменьшения деформаций собранных деталей. Неподвижность соединения обеспечивают дополнительным креплением. Эти посадки допускают редкие разборки.
Посадки с умеренными гарантированными натягами (H7/r6, H7/s6, H8/s7, H7/t6, R7/h6, H6/r5, H6/s5). Допускают передачу нагрузок средней величины без дополнительного крепления, а также с дополнительным креплением; могут применяться для передачи больших нагрузок, если прочность деталей не позволяет применить посадки с большими натягами, сборка может производиться под прессом или способом термических деформаций.
Посадки с большими гарантированными натягами (H8/u7, H8/u8, U8/h7, H8/x8, H8/z8) передают тяжелые и динамические нагрузки без дополнительного крепления. Необходима проверка соединяемых деталей на прочность; сборка осуществляется в основном способом термических деформаций.
Переходные посадкиобразуются полями допусков, которые установлены в квалитетах 4-8 и характеризуются возможностью получения сравнительно небольших зазоров или натягов. Они применяются в неподвижных разъемных соединениях при необходимости точного центрирования, при этом необходимо дополнительное крепление собранных деталей. Посадки с более вероятными натягами (H7/m6, M7/h6, H7/n6, N7/h6) применяют при больших ударных нагрузках, при повышенной точности центрирования. Посадки с равновероятными натягами и зазорами (H7/k6, K7/h6) имеют наибольшее применение из переходных посадок, так как для сборки и разборки не требуют больших усилий и обеспечивают высокую точность центрирования.
Посадки с более вероятными зазорами (H7/js 6, K7/h6) применяют при небольших статических нагрузках, частых разборках и затрудненной сборке, а также для регулирования взаимного положения деталей.
Посадки с зазоромобразуются полями допусков a-h и A-H установлены в квалитетах 4-12 и применяются в неподвижных и подвижных соединениях для облегчения сборки при невысокой точности центрирования, для регулирования взаимного положения деталей, для обеспечения смазки трущихся поверхностей (подшипники скольжения) и компенсации тепловых деформаций. Посадки с Smin=0 (H/h) обеспечивают высокую точность центрирования и поступательного перемещения деталей в регулируемых соединениях и могут заменять переходные посадки.
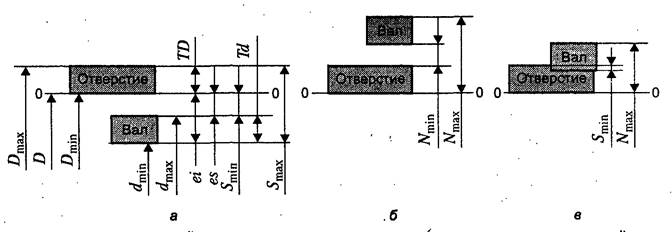
а – посадка с зазором (поле допуска вала ниже поля допуска отверстия)
б – посадка с натягом (поле допуска вала выше поля допуска отверстия)
в – переходная посадка (поле допуска вала и отверстия «накладываются» друг на друга)


 для отверстий; а, Ь, с………x, y,,z для валов в зависимости от положения основного отклонения относительно нулевой линии.
для отверстий; а, Ь, с………x, y,,z для валов в зависимости от положения основного отклонения относительно нулевой линии.