Для двусторонней шлифовки применяют водные и глицериновые суспензии микропорошков SiC ( карбид кремния ) или В4С ( электрокорунд ). Шлифовку проводят в несколько этапов, постепенно уменьшая зернистость порошка от 28 мкм до 3 мкм.
Разрушение обрабатываемой поверхности происходит за счет перекатывания зерен абразива между поверхностями пластин и шлифовальника. После шлифовки пластины очищают от загрязнений, контролируют и передают на полировку.
Полируют пластины на мягких полировальниках. Для этого тканые и нетканые материалы (сатин, батист, сукно, велюр, замшу и др.) натягивают на обычный шлифовальный круг и закрепляют. Полировку выполняют в несколько этапов, постепенно уменьшая размер зерна и твердость абразива, а на последнем этапе полностью исключают абразив.
Полировка может быть односторонней и двусторонней.
Механическая предварительная полировкавыполняется алмазными суспензиями и пастами с размером зерен микропорошка от 3 мкм до 1 мкм.
Окончательная (тонкая) полировкавыполняется мягкими полировальными составами на основе оксидов алюминия, кремния, хрома и других с размером зерна менее 1 мкм.
Полировка по своей сущности не отличается от шлифовки, отличие состоит лишь в применяемых абразивных материалах, их зернистости, материале полировальника и режимах обработки. Механическую полировку иногда называют тонкой шлифовкой.
После полировки пластины очищают от загрязнений и контролируют.
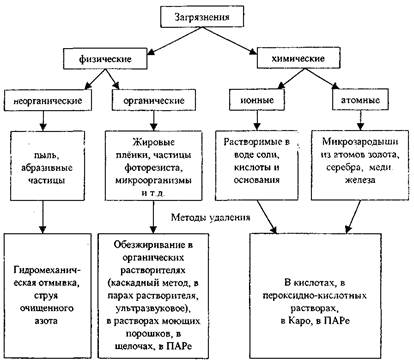
Тема: Химическая обработка. Виды загрязнений. Обезжиривание.
На технологической операции "Химическая обработка" с поверхности полупроводниковых пластин удаляются имеющиеся там загрязнения.
Технологически чистой считается поверхность, на которой концентрация загрязнений не препятствует воспроизводимому получению заданных параметров ИМС и их стабильности.
Для правильного выбора метода очистки полупроводниковых пластин от загрязнений необходимо знать, какие загрязнения имеются на поверхности пластин, как их можно удалить, какое влияние они могут оказать на свойства ИМС и на качество последующих операций, а также методы контроля чистоты поверхности.
1. Каскадный метод.
Пластины во фторопластовых кассетах погружают в двух- четырех каскадную ванну. По мере очистки кассеты с пластинами переносят из одной ванны в другую навстречу движению растворителя, что обеспечивает непрерывный отвод загрязнений от пластин.
2. В парах растворителя.
Загрязнения с пластин удаляются вместе с каплями конденсата.
Исключается повторное загрязнение.
3. Ультразвуковое обезжиривание.
Выполняют в специальных ваннах, дно и стенки которых совершают механические колебания с ультразвуковой - частотой. Эти колебания вызывают перемешивание растворителя и кавитацию, и загрязнения быстро удаляются из самых труднодоступных участков.
4. В растворах моющих порошков.
Жиры на поверхности пластин переводятся в мыла, представляющие собой растворимые в воде соли, которые удаляются последующей отмывкой в воде.
5. В щелочах.
Жиры разлагаются с образованием растворимых в воде соединений, которые удаляются последующей отмывкой в воде.
6. В паре.
Пероксидно-аммиачный раствор состоит из пероксида водорода, гидрооксида аммония и воды ( Н2О2 : NH4OH : H2O =1:1:4) Удаляет все жировые загрязнения, неорганические загрязнения, ионы различных металлов путем их оксидирования атомарным кислородом. Щелочь ускоряет процесс разложения перекиси, омыляет жиры и связывает в хорошо растворимые комплексы некоторые металлы.
7. В кислотах.
Удаляются атомы и ионы металлов, жировые загрязнения, а также оксиды, нитриды, сульфиды и др. соединения. Удаление ионов металлов сопровождается их вытеснением ионами водорода. Для удаления атомов металлов применяют кислоты, растворяющие эти металлы.
При нагревании кислота легко разлагается, эффективно связывая в комплексы ионы щелочных металлов.
8. Хорошие результаты обеспечивает очистка пластин кремния в растворе «Каро» ( H2SO4 : Н2О2 = 3 : 1 ) при температуре 130°.
Травление. Очистка в H2O
Травление- это процесс окисления поверхности пластин и перевод образовавшегося окисла в растворимую соль.
Травление проводится после обезжиривания, т.к. только в этом случае травитель хорошо смачивает всю поверхность пластин, и верхний слой (например, нарушенный) удаляется равномерно.
Процесс травления можно разбить на пять стадий:
Диффузия травителя к обрабатываемой поверхности;
Адсорбция травителя поверхностью;
Химическое взаимодействие травителя с обрабатываемым материалом;

 Пластины во фторопластовых кассетах погружают в двух- четырех каскадную ванну. По мере очистки кассеты с пластинами переносят из одной ванны в другую навстречу движению растворителя, что обеспечивает непрерывный отвод загрязнений от пластин.
Пластины во фторопластовых кассетах погружают в двух- четырех каскадную ванну. По мере очистки кассеты с пластинами переносят из одной ванны в другую навстречу движению растворителя, что обеспечивает непрерывный отвод загрязнений от пластин. Загрязнения с пластин удаляются вместе с каплями конденсата.
Загрязнения с пластин удаляются вместе с каплями конденсата.