Современный машиностроительный завод с полным циклом оборудования – это сложный объект. Он состоит из большого количества разных частей, которые отличаются друг от друга и характером деятельности.
Слаженная и эффективная, как в экономическом, так и в техническом отношении, работа завода возможна только тогда, когда его части органически связаны друг с другом и работают четко, бесперебойно. Это возможно лишь в том случае, если завод построен по заранее продуманному плану. Отсюда,
цель проектирования – это создание такого комплексного проекта завода, в котором были бы соответствующим образом поставлены и решены задачи, связанные с его будущей деятельностью.
Основные задачи проектирования.
1. Экономические – установка производственной программы завода с указанием
типоразмеров и количества выпускаемой продукции;
- выбор места постройки завода с учетом наиболее благоприятных
условий снабжения его сырьем, материалами, п/ф, топливом, водой, энергией и т.д.;
- решение вопросов кооперирования производства;
- выявление объемов жилищного и социально-бытового строительства;
- определение основных и оборотных средств завода, себестоимости
продукции и эффективности затрат.
2. Технические – разработка технологических процессов получения заготовок, поковок,
деталей, их механической обработки и сборки с выявлением основного и
вспомогательного оборудования, необходимого рабочего времени и потребной
рабочей силы;
- определение потребной площади для цехов и размещение в них
оборудования;
- определение энергетических потребностей завода и разработка их
снабжением;
- определение потребностей завода в сырье, материалах, п/ф;
- разработка транспортировки, освещения, отопления, вентиляции,
водоснабжения и канализации;
- разработка генерального плана завода;
- разработка строительных проектов зданий и сооружений;
- разработка мероприятий по технике безопасности и охране труда,
пожарной безопасности.
3. Организационные – разработка структуры управления заводом и его отдельными цехами с
учетом их взаимосвязи;
- разработка вопросов календарного планирования, прохождения заказа,
форм отчетности, контроля производства, финансирования, снабжения и сбыта;
- разработка мероприятий по организации труда и обслуживания
работников;
- разработка мероприятий по подготовке кадров.
Порядок проектирования заводов и цехов.
Отечественное промышленное проектирование осуществляется на основании соответствующих правительственных постановлений.
Работа по созданию новых и реконструкции действующих машиностроительных заводов включает в себя:
А. Предпроектный период:
1) разработка перспективного плана развития данной отрасли промышленности и
технико-экономическое обоснование строительства;
2) разработка и выдача проектной организации задания на проектирование.
Б. Период проектирования:
1) выбор планировки строительства;
2) согласование вопросов строительства или реконструкции с ведомствами и
организациями;
3) проведение инженерных изысканий на планировке завода;
4) получение исходных данных для проектирования;
5) подготовка к проектированию и выдача заданий технологическим отделам
проектных организаций;
6) разработка проектного задания в технологических и транспортных частях и выдача
заданий на разработку специальных частей проекта;
7) разработка генерального плана и проектирование общезаводского транспорта;
8) разработка строительства санитарно-технической и энергетической части проекта;
9) разработка экономической части и сметно-финансового расчета;
10) рассмотрение и утверждение проектного задания;
11) разработка и выдача рабочих чертежей на строительство по отдельным объектам.
Задание на проектирование.
Задание на проектирование составляется в соответствии с перспективным планом развития н/х.
На основании технико-экономического обоснования целесообразности намеченного строительства или реконструкции завода. Технико-экономическое обоснование составляется заказчиком (министерство, трест, и т.п.) в виде докладной записки. Оно должно содержать следующие данные:
- экономическая характеристика района, в котором намечается строительство;
- численность населения;
- площадь;
- варианты пунктов размещения предприятия;
- сведения о путях сообщения района;
- данные о программе выпуска и специализации производства, потребления продукции
предприятия;
- сведения об энергетических потребностях, объеме капиталовложений и себестоимости
продукции;
- сведения о составе завода;
- сведения о жилищно-гражданском строительстве;
- сведения об очередности ввода мощностей;
- примерные сроки строительства, потребности в кадрах строителей и т.д.
На основании ТЭО составляется задание на проектирование, которое должно содержать следующие основные данные:
- основание для проектирования (постановление СМ, приказ министерства или
ведомства) с указанием района строительства;
- характеристика продукции и мощности производства по основным видам продукции в
натуральном и денежном выражении;
- режим работы основных цехов предприятия;
- основные источники снабжения производства сырьем, водой, топливом,
электроэнергией;
- намеченные объемы производства, производственное и хозяйственное
кооперирование;
- предполагаемое расширение предприятия;
- районы потребления готовой продукции;
- сроки и порядок ввода строительства по очередям;
- ориентировочные размеры капитальных вложений, показатели себестоимости
единицы продукции, производительность труда;
- число работающих на предприятии, надлежащее обеспечение их жилой площадью и
объектами культурно-бытового назначения (в % от общего количества работников);
- количество стадий проектирования.
Стадии проектирования.
При двухстадийном проектировании
1 стадия включает в себя разработку технического проекта (проектное задание), дает возможность определить общую сметную стоимость и основные технико-экономические характеристики проекта. Уточняется состав и мощность предприятия, источники снабжения, определяются технология и методы строительства, а также возможность строительства в намеченные строки.
Технический проект должен содержать следующие части:
- ТЭО;
- генеральный план;
- транспортная часть;
- технологическая часть;
- строительно-сметную документацию.
Особое значение при этом уделяют технологической части, т.к. она, в конечном итоге, определяет задачи и условия проектирования всех остальных частей.
Технический проект состоит из:
- обще-пояснительной записки;
- генерального плана (транспорт);
- технологического решения;
- строительного решения;
- организации строительства;
- охраны окружающей среды;
- сметной документации.
Технический проект в зависимости от стоимости утверждается СМ России или СМ республики.
2 стадия – рабочий проект.
В соответствии с техническим проектом разрабатываются рабочие чертежи. Рабочие чертежи включают:
- чертежи генерального плана с вертикальной планировкой, указание сетей подземного
хозяйства, транспортных путей и других коммуникаций, озеленение и
благоустройство территории;
- рабочие чертежи применяемых типовых проектов зданий и сооружений;
- рабочие чертежи зданий и сооружений по индивидуальным проектам;
- чертежи нетиповых несущих и ограждающих конструкций, зданий и сооружений;
- чертежи нетиповых устройств, связанных с охраной труда и техникой безопасности;
- сметы, составленные в соответствии с объемом работ, ведомости материалов,
конструкций и т.п., необходимых для строительства и их расходы.
При одностадийном проектировании составляется техно-рабочий проект (технический проект совмещается с рабочим). Он разрабатывается для технически несложных предприятий или для предприятий, строящихся по типовым или повторно-применяемым проектам. При этом решаются в проекте те же вопросы, что и при 2-х стадийном проектировании, но чертежи приводятся только те, которых нет в типовом проекте. Составляется сводный сметно-финансовый расчет.
Проектными работами занимаются 3 типа проектных организаций:
1. Генеральный проектировщик (ГИПРО) разрабатывает технологическую часть основного производства, отвечает за технологическую, экономическую и ценообразующую часть проекта, его качество в целом, правильность сметы строительства.
2. Специализированные проектные организации – по заданию ГИПРО выполняют отдельные части проекта, отвечают за качество этих частей.
3. Территориальные проектные организации – участвуют в разработке схем генерального плана, осуществляют привязку к существующим сооружениям.
Заказчик отвечает за правильность и своевременное представление исходных данных.
Все проекты подвергаются экспертизе. Их производят экспертные отделы, имеющиеся в составе министерств. Эти отделы дают заключение по проекту.
Состав машиностроительного завода.
В состав машиностроительного завода входят:
- основные цехи;
- вспомогательные цехи;
- обслуживающие производства.
Основные (производственные) цехи – это цехи для получения заготовок, которые нужны заводу или для отправки их на сторону, для обработки деталей, для сборки деталей в узлы.
Таким образом, производственные цехи бывают заготовительными, обрабатывающими и сборочными. К заготовительным относятся литейные, кузнечные, лесопильные, раскройные. К обрабатывающим – механические, цехи холодной штамповки, ковки, сварочные, термические, деревообрабатывающие, цехи покраски. К сборочным – механосборочные, цехи узловой сборки, сварочно-сборочные цехи.
Вспомогательные цехи выполняют функции технического обслуживания основного производства. Это инструментальные, штампо-инструментальные, ремонтно-механические, модельные, упаковочные и экспериментальные цехи.
Обслуживающие производства – создаются для хозяйственного и частично технического обслуживания завода. Они, как правило, объединяются в хозяйства (например, транспортные, складские и т.д.). К общезаводским производствам относятся: заводоуправление, АТС, заводская лаборатория, пожарная охрана, проходные и т.д.
Порядок разработки генерального плана.
Генеральный план – план взаимного расположения на площадке промышленного предприятия всех его зданий, сооружений, устройств, зеленых насаждений и ограждений с изображением рельефа территории площадки.
Основанием для разработки генерального плана служит задание на проектирование, акт об отводе площадки строительства, материалы геодезических и геологических изысканий, архитектурно-планировные задания, задания на размещение производственных, вспомогательных корпусов, теплоэнергетических и других заданий.
Генеральный проектировщик составляет обще-технологическую схему генерального плана, которая используется для разработки отдельных частей промышленного предприятия.
Затем генеральный проектировщик составляет промежуточный план промышленного предприятия. Окончательный план составляется после уточнения габаритов и других вопросов.
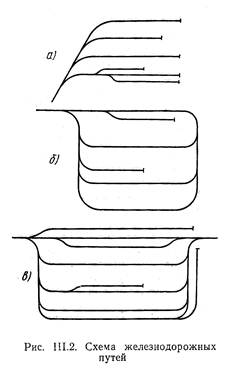
Одновременно составляется технический проект рельсовых и безрельсовых путей, которые накладываются на генеральный план.
По окончании строительства составляется исполнительный генеральный план.
Основные принципы разработки генерального плана
и показатели застройки территории.
1. Производственные здания должны располагаться по схеме, соответствующей технологическому процессу: сырьевые базы, заготовительные цехи, обрабатывающие цехи, сборочные цехи, склады готовой продукции.
2. Цехи, выделяющие дым, газы, запах, пыль, необходимо располагать по отношению к других цехам с подветренной стороны.
3. Особое внимание уделяется зонированию территории: цехи по их назначению объединяются в отдельные группы. Объединение в группу позволяет компактно располагать цехи в пределах обособленных зон.
На машиностроительных заводах предусмотрены следующие зоны: зона заготовительных цехов, зона обрабатывающих цехов, зона вспомогательных цехов, деревообрабатывающих цехов, зона энергетических участков.
Для оценки степени использования застройки завода служит коэффициент застройки и коэффициент использования площади.
Коэффициент застройки – отношение площади застройки к общей площади промышленного предприятия в пределах ограждения. Для малых предприятий оптимальный коэффициент застройки равен 0,5.
Коэффициент использования площади – отношение площади застройки к добавленной площади дорог (рельсовых и безрельсовых площадок к общей площади промышленных предприятий в пределах ограды). Для новых заводов Кисп. пл. = 0,6÷0,7.
Грузооборот завода и его транспорт.
Технический проект транспортной части выполняется специальными организациями. Основными данными для него является грузооборот и план расположения пунктов отправления и прибытия грузов.
Грузооборот – это количество грузов, которое необходимо переместить за определенный промежуток времени (за год, сутки, час).
Расчет количества транспорта ведется по максимуму грузооборота. Вид транспорта зависит от размеров промышленного предприятия, выпускаемой продукции, грузооборота и местных условий. Существуют следующие виды транспорта: ж/д транспорт нормальной и узкой колеи, автотранспорт (применяется при грузообороте до 100 тонн в сутки), тягачи с прицепами (для межцеховых перевозок), авто и электрокары (обладают большой маневренностью):
- автокары – для перевозок между цехами
- электрокары – для перевозок внутри цеха
- конвейеры-транспортеры – для межоперационных перевозок
Выбор схемы зависит от масштаба грузооборота, формы и размеров территории промышленного предприятия, способа примыкания общегосударственной ж/д сети. Наибольший грузооборот обеспечивает сквозная схема, наименьший – тупиковая (она применяется для стесненных территорий). Кольцевая применяется случае, когда нет примыкания к общегосударственной ж/д сети.
Коммуникации.
Коммуникации бывают надземные, подземные, наземные инженерные сети: электрические, водопроводные, газовые, воздушные, тепловые, сети связи.
Основные принципы расположения сетей:
- расположение вдоль проездов прямолинейно // линиям застройки, по кратчайшим трассам из цехов к обслуживающим зданиям;
- взаимное расположение подземных сетей и расположение их относительно зданий, дорог должны обеспечивать возможность прокладки и ремонта без подрыва фундаментов и нарушения движения транспорта;
- глубина заложения, расстояние между сетями не должны допускать замерзание жидкости, разрушение блуждающими токами, подмывание фундаментов здания, попадание сточных вод в сети питьевого водоснабжения, проникновения газов в подвалы, порчи зеленых насаждений.
Не допускается в общем коллекторе помещать силовые кабели с газопроводами, трубопроводами с горючими жидкостями.
Наземные прокладки допускаются при защите сети от повреждения, но не допускается прокладка с горючими газами, кислотами, канализацией.
Надземные сети прокладываются для всех, кроме пожарного хозяйства, питьевого водопровода, канализации, ливневых водопроводов.
Строительное проектирование.
Классификация промышленных зданий:
1) производственные;
2) служебные;
3) складские;
4) специального назначения.
Производственные здания – для цехов, выпускающих продукцию и вспомогательных цехов.
Служебные здания – для размещения общезаводских служб и участков (учебных заведений, здравпунктов, столовых и т.п.).
Здания специального назначения – административно-инженерные корпуса, общезаводские конторы, центральные лаборатории, трансформаторные подстанции, гаражи, теплоэлектроцентры и т.д.
По совокупности предъявляемых требований все здания делятся на 4 класса. К зданиям предъявляются следующие требования:
- капитальность – характеризуется огнестойкостью и долговечностью конструкции. Степень огнестойкости определяется группой возгораемости материалов (3 группы – несгораемые, трудновоспламеняемые, сгораемые материалы).
- долговечность – характеризуется сроком службы без потери качеств. Существует 3 степени долговечности (более 100 лет, 80÷100 лет, 20÷50 лет).
- этажность производственных зданий – определяется на основании технико-экономических расчетов.
- по взрывопожарной опасности все здания делятся на 6 категорий (А,Б – взрыво и пожароопасные; В,Г,Д – пожароопасные; Е – взрывоопасные). Кузнечные цехи относятся к категории Г, штамповочные – к Д.
Производственные здания подразделяются на фонарные и бесфонарные (фонари – застекленные перекрытия зданий, используемые для естественного освещения и аэрации здания).
Конструктивная схема зданий.
Для цехов листовой штамповки используются чаще всего многопролетные здания с одним или двумя поперечными пролетами. Эта схема обеспечивает наиболее рациональную организацию технологического процесса. Пролеты средней и крупной штамповки делают двухэтажными. Нижний этаж – фундамент для прессов.
Элементы здания разделяются на несущие, ограждающие и совмещающие обе функции. Несущие воспринимают основную нагрузку (фундамент, колонны, балки). Ограждающие – защищают здание от метеорологических и других факторов (крыша, стены, перегородки).
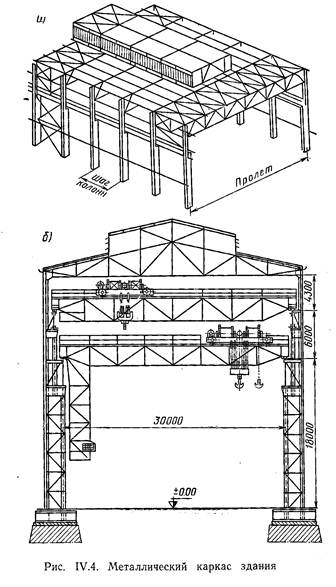
Современные здания строят из сборного железобетона. Одноэтажные здания – железный каркас, состоящий из системы полос, балок, ферм. Сверху здание защищено покрытием, покоящимся на стропильной ферме. Для аэрации и освещения служат фонари.
В каркасных зданиях для стен применяют крупногабаритные железобетонные плиты. Такие стены бывают несущие и навесные (навешены на колонны). Нижняя, иногда утолщенная часть наружных стен, примыкающая к фундаменту, называется цоколем. Внизу вокруг наружных стен здания устраивается отмостка с уклоном 0,03-0,1, служащая для отвода дождевых вод и талых вод от фундамента и цоколя. Отмостка может быть совмещена с тротуаром.
Для кузнечных цехов с ковочными прессами 20 000 кН и более каркас здания обязательно следует применять стальной. Допустимо использовать смешанный каркас (железобетонные колонны и стальные фермы) для зданий кузнечных цехов при массе падающих частей до 3 тонн.
Но предпочтение отдается стальному каркасу для зданий всех кузнечных цехов.
Бетон и железобетон.
Бетон является искусственным каменным материалом, состоящим из смеси вяжущего вещества, заполнителей и воды.
Марка бетона устанавливается по пределу его прочности на сжатие (кН/дм2; кгс/см2).
Для каркаса зданий применяют бетон марки 200 и выше, а для форм покрытий и двухветвевых колонн – марки 300 и выше.
Основные несущие конструкции промышленных зданий, как правило, выполняют из цементных бетонов. Для отдельных конструкций допускается применение силикатного бетона.
Цемент – гидравлическое вяжущее вещество, которое твердеет не только на воздухе, но и в воде.
Наибольшее промышленное значение имеет портландцемент и его разновидности, получающиеся введением специальных добавок, которые придают ему требующиеся свойства: большую подвижность (пластификация, морозостойкость, гидрофобность – малая гигроскопичность), быстрое твердение и другие.
Цемент, как и бетон, маркируется по пределу прочности на сжатие в кгс/см2. Прочность цементов одинакового состава зависит от тонкости помола. Чем тоньше помол, тем цемент активнее и прочнее. Марка наименее прочного портландцемента – 200, наиболее прочного – 600.
Для силикатных бетонов в качестве вяжущего вещества используют кальциевую известь.
Бетоны по плотности (объемному весу) разделяют на особо тяжелые (свыше 2500 кг/м3), тяжелые (1800÷2500 кг/м3), легкие (500÷1800 кг/м3) и особолегкие (менее 500 кг/м3).
В зависимости от размеров частиц заполнителей – на мелкозернистые с размером частиц заполнителей до 10мм; крупнозернистые – 10÷150мм.
Плотность бетона зависит в основном от плотности заполнителей.
Прочность бетона зависит от прочности и активности вяжущего вещества, прочности и качества заполнителей и пропорции смеси цемент-заполнитель-вода. Наибольшее при этом значение имеет весовое (по массе) водоцементное соотношение.
Состав бетона чаще всего задается по весовой пропорции цемент-гравий-песок и водоцементное отношение: например, 1:2,5:4,5 при в/ц 0,65.
Прочность цементных бетонов с течением времени возрастает, причем, наиболее интенсивно в первые 8÷12 дней.
Бетон, подобно другим каменным материалам, плохо работает на растяжение. Прочность бетонов при одноосном растяжении в 9÷18 раз ниже, чем при сжатии. Поэтому строительные конструкции изготавливают из армированного бетона – железобетона. Назначение стальной арматуры – воспринимать растягивающие напряжения, возникающих в элементах конструкций при нагружении их растягивающими силами, при поперечном и продольном изгибе.
У самого прочного бетона предел прочности на сжатие 600 кгс/см2, на растяжение – 35 кгс/см2. У самой же слабой арматурной стали А1 предел текучести 2400 кгс/см2, а предел прочности на растяжение 3800 кгс/см2.
Для улучшения сцепления с бетоном арматурной стали придают рифленую поверхность. В железобетонных конструкциях под воздействием растягивающих напряжений возможно появление в бетоне трещин, оголение в этих местах арматуры и ее коррозия.
Поэтому часто используют при строительстве более надежные и прочные предварительно напряженные железобетонные конструкции.
Основные понятия и нормы строительного проектирования.
Разбивочные оси – это взаимно перпендикулярные прямые линии, наносимые на план здания и образующие прямоугольную координатную сетку, называемую разбивочной сеткой
Центры средних колонн здания совпадают с точками пересечения разбивочных осей.
Оси крайних колонн могут быть смещены от разбивочных осей. Величина этого смещения зависит от величины привязки. Продольные разбивочные оси совпадают с направлением пролетов зданий (рядами) и обычно обозначаются прописными буквами. А поперечные оси – цифрами. Расстояния между осями унифицированы в соответствии с ЕМС (единой метрической системой), для одноэтажных зданий - 6м, для многоэтажных – 3м.
Разбивочная сетка обеспечивает наиболее простую и удобную ориентировку при проектировании здания, размещение в нем технологического оборудования и строительстве. К разбивочным осям производится привязка конструкции здания, пристроек, фундаментов под оборудование и прочее.
Пролет – часть здания, ограниченная двумя смежными рядами колонн. Ширина пролета L – расстояние между двумя смежными продольными разбивочными осями. Ширина пролетов для одноэтажных производственных зданий, не оборудованных мостовыми кранами – 12, 18 или 24м, а оборудованных мостовыми кранами – 18, 24 или 30м. При необходимости более широких пролетов их следует принимать кратными 6м.
Ширина пролетов многоэтажных зданий – 6 и 9м, а при необходимости большей ширины она должна быть кратной 3м.
Шаг колонн – расстояние между осями двух смежных колонн одного ряда (В1).
Для колонн крайних рядов, кроме угловых, шаг колонн В равен расстоянию между двумя смежными поперечными разбивочными осями. Для колонн средних рядов шаг колонн В1 такой же или кратен (больше) В, а для угловых колонн меньше на размер привязки. Шаг колонн по средним рядам у производственных зданий – 6 или 12м. Рекомендуется 12м, (но может быть кратно 6).
Сетка колонн – произведение ширины пролета на шаг колонн средних рядов в метрах (L*В1), например, 24*12м, 18*12м, 18*6м и т.д.
Для многоэтажных производственных зданий при нормативных нагрузках 5, 10, 15 кН/м2 сетку колонн следует принимать 6*6 или 9*6м, для нагрузки менее 10 кН/м2 предпочтение отдается сетке 9*6м, а при нагрузке 20÷25 кН/м2 – 6*6м.
Этаж – часть здания на высоте, ограниченная полом и перекрытием или полом и покрытием. Этаж считается единым, если отметки пола этажа отличаются менее, чем на 1,5м.
Подвальный этаж – этаж, пол которого находится ниже планировочной отметки земли более чем на половину этого этажа.
Цокольный или полуподвальный этаж – этаж, пол которого находится ниже планировочной отметки земли не более чем на половину высоты этого этажа.
Надземный этаж – этаж, пол которого находится выше планировочной отметки земли.
Этажность здания определяется включением в число этажей, кроме надземных, подвального и цокольного, если не менее чем на половине их площади верх перекрытий этих этажей возвышается над планировочной отметкой земли на 2 и более метра.
Многоэтажным называется здание, имеющее два и более этажа.
Высота помещения – расстояние от пола до плоскости потолка. За плоскость потолка принимается низ гладких плит, подшивки, штукатурки, нижней части ребристых плит или второстепенных балок. Высота выступающих из плоскости потолка основных конструкций, несущих перекрытий (ферм, главных балок, ригелей и т.п.) не учитывается.
Высота пролета – расстояние от пола до низа несущей конструкции покрытия. Высоты пролетов назначаются кратными 0,6м, но не менее 3м, до 18м (в зависимости от ширины пролета L и в зависимости от того бескрановый пролет или с мостовым краном).
Осадочный шов – предусматривается у здания, если оно расположено на неоднородном грунте с различной несущей способностью. На границах неоднородных грунтов предусматривается осадочный шов, который разрезает здание на несвязанные между собой части.
Температурный шов – предотвращает возникновение температурных напряжений, обусловленных колебанием температур наружного воздуха. Температурные швы допускают свободное горизонтальное смещение смежных частей зданий. Расстояние между швами – 40÷60м.
Основные элементы здания.
Колонны здания – обеспечивают пространственную жесткость здания. Колонны бывают крайние и средние; для зданий с мостовыми кранами и безмостовых кранов. Колонны делают из железобетона и стали (ж/б – предварительно нагруженные). Стальные колонны бывают сплошные, ступенчатые, раздельные. Они состоят из стержня и башмака.
Сплошная колонна Раздельная колонна
Фундаменты под колонны – бывают бетонные, армированные стальной сеткой. На них могут опираться 1, 2, 4 колонны. Глубина заложения зависит от глубины заложения фундамента под оборудование. Для крановых зданий глубина – 8м, для бескрановых – 4,5м.
Фундаментные балки – устанавливаются для несущих стен.
++
1 - фундаментная балка
2 - стена
3 - колонна
4 - бетонный столб
5 - фундамент под колонну
Подкрановые балки – это конструкция, по которой передвигаются краны.
Сплошная балка Сварная балка Решетчатая балка
Стеновые панели – железобетонные ребристые плиты с продольными и поперечными ребрами. Они располагаются вертикально и горизонтально. Служат для ограждения здания. Фермы – бывают стропильные и подстропильные. Стропильные используются для поддержания кровли. Они бывают железобетонные и металлические. Подстропильные фермы используются для опоры основных несущих конструкций; для опоры покрытия, когда шаг колонн превышает шаги ферм или когда шаги средних и крайних колонн неодинаковые.
Полы.
Для конструктивных элементов пола применяются следующие наименования:
Для прослоек используется бетон, песок, шлак, щебень, гравий. Для стяжки – цемент, легкие бетоны. Для гидроизоляции – битум, рулонные материалы (толь, пленка). Для теплоизоляции – ячеистые бетоны, ДСП, сыпучий материал.
Полы бывают гравийные, бетонные, асфальтные, из металлических плит, дощатые.
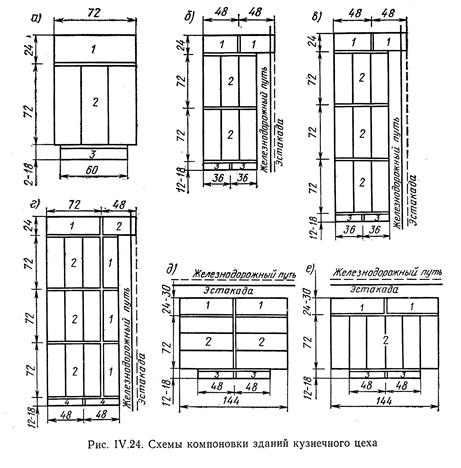
Унифицированные типовые секции (УТС).
УТС для кузнечных цехов имеют ширину пролета 24м. Они делятся на основные и дополнительные секции. Основные секции имеют размер 144х72; 72х72.
Каждая секция состоит из 6, либо 3 пролетов. Существуют крановые и бескрановые основные секции. Дополнительные секции состоят из 2 или 1 пролета. Все они только крановые.
Существуют УТС для служебно-бытовых зданий шириной 12, 18м; в плане 36х12; 48х12; 60х12. Число этажей – 2, 3, 4; высота каждого этажа – 3,3м.; шаг колонн – 6м.
Выбор и количество секций зависит от характера и масштаба производства; от необходимых площадей.
Секции могут быть расположены следующим образом:
Фундаменты под оборудование.
Требования к фундаментам – прочность, устойчивость, экономичность, отсутствие вибрации.
По назначению фундаменты делятся на:
- фундаменты под прессы для листовой штамповки
- фундаменты под молоты и КГШП
- фундаменты под оборудование холодной высадки
Групповые рамные фундаменты применяются для установки кривошипных прессов в цехах листовой штамповки при массовом и крупносерийном производстве, а иногда и при серийном производстве.
Рамные фундаменты представляют собой жесткую раму, состоящую из железобетонных стен или опорных стоек, соединенных металлическими балками в продольном и поперечном направлении. Или – это ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
Преимущества рамных фундаментов – позволяют проводить раздвижку прессов, их поворот на 90 градусов, замену прессов, установку новых.
Траншейные фундаменты применяются в том случае, когда в цехе требуется установить 1, 2 или 3 штамповочные линии.При большом количестве линий, расположенных в нескольких пролетах строят этажные фундаменты. На траншейные фундаменты ставятся прессы с верхним расположением привода при крупносерийном и серийном производстве крупных и средних листовых деталей.
Траншейные стеновые фундаменты состоят из двух сплошных стен. В верхней части – консольные выступы, на которых устанавливаются промежуточные рамы. В основании траншейный фундамент имеет плиту, связывающую стены. Стены делают из бетона и армируют от основания до верха. По всей длине стен фундамента на определенном основании сделаны проемы, через которые удаляются металлоотходы, попадая на транспортеры в туннелях. Толщина стен траншеи – 600÷700мм. Дно траншеи делают под уклоном 3÷5градусов к кювету. Толщина нижней плиты – 800÷1200мм.
Этажные фундаменты бывают подвальные и наземные. Выбор их типа зависит от геологических особенностей грунта, рельефа площадки строительства, наличия близко расположенных зданий, сооружений. Состояние грунта при этом является решающим. Если грунт насыпной, то строят подвальные этажные фундаменты. При водонасыщенных грунтах строительство требует гидроизоляционных сооружений и наземный фундамент. Если рельеф требует больших земляных работ – строятся подвальные этажные фундаменты. Наличие близко расположенных зданий, связанных с цехом транспортом требует наличия наземного этажа.
Рамные фундаменты с подвальным этажом имеют шаг стоек 4÷6м. При выборе шага учитывается жесткость балки.
Ленточные фундаменты
1 – пресс;
2 – сварная балка коробчатого сечения с прорезью по длине;
3 – бетонная монолитная лента, бетон марки 200;
4 – анкерные болты;
5 – плита перекрытия;
Н – определяется в зависимости от грунта и усилия пресса;
в – по паспорту пресса;
h – определяется в зависимости от размеров нижних механизмов (прижимного устройства,
других вспомогательных механизмов);
h1 – в зависимости от усилия, но не менее 150мм.
Ленточные углубленные фундаменты применяют для установки прессов листовой штамповки при массовом производстве, когда требуется установить в линию более двух прессов. Применяется для прессов с усилением до 6300кН.
Ленточные фундаменты просты, удобны для монтажа, позволяют производить перестановку прессов, устанавливать новые прессы, не нарушая линии.
Напольные ленточные фундаменты – для прессов, производящих незначительное давление на грунт. Толщина бетонной прокладки при этом – 100÷150мм. Используется бетон марки 200.
Индивидуальные фундаменты – строятся при мелкосерийном и серийном производстве.
Фундамент под оборудование для кузнечных цехов.
Фундаменты под молоты делятся на две группы: жесткие и виброизоляционные. Жесткие строятся во всех случаях, когда молоты, не оказывают вредного влияния на здания и соседнее оборудование. Они просты и в 2-3 раза дешевле виброизоляционных.
Жесткий фундамент – монолит блока (5) из бетона марки 200. Толщина подшаботной части зависит от массы падающих частей. Для уменьшения жесткости удара закладывают деревянные брусья: дуб для молотов с падающими частями до 1т, лиственница или сосна Кроме того, используется сетка; армированная сталь размером 100-200мм, диаметром Ø 12÷16мм
Виброизоляционный фундамент применяется только при специальном обосновании. В качестве виброизоляторов используются составные пружины с различным направлением витков и резиновые элементы.
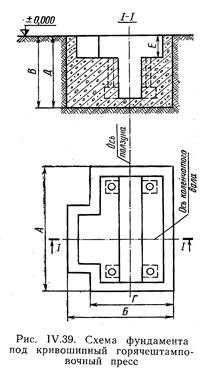
Фундаменты под КГШП.
Фундаменты под КГШП изготавливаются в виде сплошного армированного бетонного массива с необходимыми приямками для размещения нижних механизмов пресса. Армирование фундаментов для прессов усилием 2000т.с. производится по контуру; для прессов усилием более 2000т.с. – армируется весь фундамент. Для надежной работы на поверхность кладут металлическую раму, а на раму ставят сам пресс.
Проектирование кузнечных цехов.
Классификация кузнечных цехов.
Классификация кузнечных цехов необходима для разработки различных нормативов, определения производственной мощности, технико-экономических показателей.
Классификация осуществляется в зависимости:
а) от характера и типа производства;
б) особенностей технологического процесса и применяемого оборудования;
в) развеса поковок;
г) объема производства;
д) вида продукции.
По характеру производство бывает специализированным, если производство осуществляется а) на базовом кузнечном предприятии или в базовом цехе узкой технологической специализации; б) унифицированные – в кузнечном цехе заводов массового машиностроения.
По типу производство делится на:
- единичное – применяется универсальное оборудование, высокая квалификация рабочих, технологический процесс-ковка, небольшая партия неповторяющихся изделий.
- серийное – определяется повторяемостью выпускаемых изделий, применяется специализированное штамповочное оборудование, ниже запаса металла и разряд рабочих.
- массовое – непрерывный выпуск однотипных изделий в значительном количестве, используются сложные штампы, организуются поточные линии.
Показателем типа производства является количество деталей на единицу оборудования:
единичное и мелкосерийное производство – более 20;
серийное – 620;
крупносерийное – до 5.
В зависимости от объема выпускаемой продукции производства бывают мелкие (до 10 000т), средние (10 000-50 000т) и крупные (более 50 000т).
При массовом и крупносерийном производстве следует предусмотреть автоматизацию кузнечных цехов. Автоматизированные кузнечные цехи подразделяются на три типа:
- цехи, состоящие из отдельной автоматизированной или механизированной поточной линии, в которых штамповочные агрегаты совмещены с термическими линиями;
- цехи, состоящие из отдельных участков, в которых штамповочные и термические агрегаты не совмещены;
- цехи, состоящие из отдельных комбинированных линий, в которых штамповочные агрегаты совмещены с линиями механической обработки.
По технологическому процессу кузнечные цехи подразделяются на две основные группы: кузнечные цехи ковки и кузнечные цехи объемной штамповки.
Задание на проектирование.
В задание на проектирование входит:
- сведения о годовой производственной программе цеха;
- режим работы цеха;
- фонды времени работы оборудования и рабочих.
Принятый тип производства и метод проектирования обуславливает форму задания, которая может быть задана условной, приведенной или точной программой.
Условная программа задается для цехов единичного или мелкосерийного производства.
Приведенная программа – для цехов серийного производства при большой номенклатуре поковок.
Точная программа – для цехов крупносерийного производства.
При укрупненном проектировании программа задается в весовой форме; при детальном – в виде спецификации поковок.
В задании указывается количество запасных частей, количество поковок по внешним заказам; получение поковок по кооперации с других заводов необходимо предусмотреть, когда загрузка оборудования (при изготовлении самим получится) – незначительная. Заданная программа служит основой для внутрицехового маршрута обработки.
Кузнечные цехи проектируются на двухсменный режим работы; 3 смена используется для подготовки работы других двух смен. Трехсменный режим в кузнечных цехах бывает при установке уникального оборудования.
В задании на проектирование задается действительный (основной) фонд времени работы оборудования и рабочих.
Существует понятие номинального фонда времени и действительного.
Номинальный фонд времени определяется, как произведение количества календарных рабочих дней, числа смен и продолжительности одной смены:
(1)
где - количество календарный рабочих дней;
- количество смен;
- продолжительность одной смены.
Действительный фонд времени работы оборудования меньше номинального фонда на время, (предусмотренное) затрачиваемое на ремонт оборудования.
(2)
где - время на ремонт оборудования (час).
Время на ремонт задается обычно в % к и составляет ≈ 6÷12%.
Фонд времени работы рабочего меньше на время не выхода на работу из-за отпуска или других уважительных причин.
Технологический процесс и оборудование.
Выбор варианта технологического процесса и оборудования для нагрева и разрезки на заготовки зависит от вида, марки и размеров исходного материала; от размеров, формы и требований, предъявляемых к заготовке; от объема и типа производства.
Способы нагрева влияют на качество и точность поковок. Совершенствование способов нагрева ведется по пути механизации загрузочно-разгрузочных операций, уменьшению окисления заготовок, повышению КПД печей. Наиболее полно этим требованиям отвечает индукционный нагрев. Основные типы индукционных нагревателей – толкательные нагреватели периодического действия и с шагающей балкой методического действия, (второй тип предпочтительнее), так как в таких печах устранено слипание заготовок. Здесь возможно извлечь все заготовки из печи без подкладки новых. Для выработки токов высокой частоты ТВЧ служат машинные терристорные генераторы.
Для нагрева концов заготовок имеются нагреватели щелевого типа, которые снабжены бункерными устройствами.
Для молотов чаще всего используются пламенные, толкательные, полуметодические печи. Более прогрессивными являются печи с вращающимся подом (КПД=0,4).
Существуют пламенные печи щелевого типа с вертикальным или горизонтальным конвейером. Такие печи позволяют осуществить механизацию участка.
Из оборудования, применяемого в кузнечных цехах, наиболее прогрессивными являются КГШП. Они обеспечивают высокую точность поковки, уменьшение отходов, увеличение производительности процесса на 20÷30%, снижение себестоимости на 15÷20%, улучшение качества поковок и условий труда.
ГКМ – второй тип оборудования кузнечных цехов. ГКМ бывают с горизонтальным и вертикальным разъемом матриц. Отечественные машины в основном с вертикальным разъемом.
Использование горизонтального разъема лучше, т.к. в этом случае удобнее процесс автоматизировать. К прогрессивным технологическим процессам относятся процессы прокатки (вальцовки). Особенно отличается в этом плане поперечно-клиновая прокатка (вальцовка). Она осуществляется инструментом, имеющим форму клина. Этим способом можно получить поковки, имеющие форму тел вращения. При этом отпадает необходимость в дальнейшей штамповке.
В условиях массового производства штамповка развивается в двух направлениях:
1) создание кузниц высокой производительности 2) более широкое использование средств механизации и автоматизации. Оба направления предусматривают три основных пути технического решения:
1) внедрение новых кузнечных машин (горячештамповочных автоматов);
2) внедрение в производство специализированных машин определенного назначения (винтовой прокатки, поперечно-винтовой прокатки, поперечно-клиновой прокатки);
3) внедрение прогрессивных технологических процессов, создание штамповочных линий, соединенных транспортными цепочками. Наши линии монтируются на КГШП.
Наши линии делятся на комплексные и не комплексные. В комплексную линию входит оборудование для заготовительных, термических, отделочных и контрольных операций. Заготовительное оборудование включают в автоматизированную линию, если оно используется не менее чем на 50% мощности.
В не комплексных автоматизированных линиях отсутствуют отделочные и заготовительные операции, оборудование которых не может работать в одном темпе с другим оборудованием.
Основные расчеты при проектировании кузнечных цехов.
1. Определение числа единиц производственного оборудования; его загрузка.
Количество оборудования рассчитывается двумя методами:
- по укрупненным показателям;
- по технологическому процессу.
Метод укрупненного проектирования используется для цехов индивидуального и мелкосерийного производства, когда программа задана в виде массы поковок и имеются обобщенные показатели.
Метод детального проектирования применяется для крупносерийного и массового производства, когда имеются детальные проработки технологических процессов, программа задается деталями (в штуках).
Количество единиц оборудования при укрупненном расчете определяется по суммарной загрузке оборудования на годовую программу. Заданная программа содержит разбивку поковок по группам по их массе. Устанавливаются типы оборудования по форме и массе поковок. Суммарная загрузка оборудования в станко-часах определяется по формуле:
(ст.ч) (1)
где - суммарная загрузка оборудования;
- программа выпуска (в т., штуках);
- часовая производительность оборудования.
Количество единиц оборудования:
(2)
где - действительный фонд времени работы оборудования;
- расчетное количество оборудования. Оно округляется в большую сторону и получается фактическое количество оборудования (принятое).
Рассчитывается коэффициент загрузки оборудования:
%; (3)
Для различного оборудования коэффициент загрузки (различен) нормативный различен:
КГШП = 85÷88%;
Молоты = 85%;
Автоматизированные линии = 80%;
Прочее оборудование = 90%.
Если получили < , то нужно переводить поковки на другой вид оборудования, отдавать изготовление поковок на другие заводы, изыскивать пути корректировки технологического процесса.
2. Метод определения количества оборудования по технико-экономическим показателям.
В качестве показателей используются:
- расход машино часов на единицу выпуска (трудоемкость продукции);
- удельное соотношение типоразмеров оборудования (когда неизвестен развес поковок по группам).
Загрузка оборудования определяется по формуле:
(4)
где - удельный показатель трудоемкости продукции.
(5)
Для разбивки по группам берется % - ое соотношение между группами оборудования, принятое для данной отрасли машиностроения.
При детальном проектировании для крупносерийного и массового производства расчеты ведутся на основании технологических процессов, разработанных для каждой поковки. В технологических процессах установлены переходы штамповки, определено оборудование, составлена технологическая карта.
Расчетное количество оборудования определяется по формуле:
(6)
где - штучное время;
(7)
где -основное время;
- вспомогательное время;
- время на обслуживание рабочего места;
- время на отдых и личные надобности.
и задаются в % оперативного времени ()
(8)
Если штамповка осуществляется по партиям, то
(9)
где - подготовительно-заключительное время;
- количество поковок в партии.
- основное время – это время, в течение которого осуществляется изменение формы и размеров заготовки (время одного удара, умноженное на количество ударов; число ручьев, умноженное на время одного двойного хода ползуна пресса).
- вспомогательное время – сумма времени на выполнение отдельных вспомогательных приемов (учитывается только то время, которое не перекрывается основным ).
- время на получение задания на установку и снятие штампов; время перекладки = 10÷15% от времени загрузки оборудования на годовую программу (при крупносерийном и массовом производстве установку и снятие штампа осуществляют в третью смену специальной бригадой наладчиков, а в серийном производстве это делает бригада кузнецов). Для определения подготовительно-заключительного времени используют формулу:
(10)
где - время на одну перекладку;
- количество перекладок;
- количество поковок в партии. Определяется из программы выпуска (равно стойкости штампа).
- расчетное количество оборудования.
Загрузка машин, работающих в агрегате с главной штамповочной машиной, определяется по производительности последней. Если производительность комплектных машин меньше, расчет ведется для каждой машины.






 (1)
(1) - количество календарный рабочих дней;
- количество календарный рабочих дней; - количество смен;
- количество смен; - продолжительность одной смены.
- продолжительность одной смены. (2)
(2) - время на ремонт оборудования (час).
- время на ремонт оборудования (час). и составляет ≈ 6÷12%.
и составляет ≈ 6÷12%. (ст.ч) (1)
(ст.ч) (1) - суммарная загрузка оборудования;
- суммарная загрузка оборудования; - программа выпуска (в т., штуках);
- программа выпуска (в т., штуках); - часовая производительность оборудования.
- часовая производительность оборудования. (2)
(2) - действительный фонд времени работы оборудования;
- действительный фонд времени работы оборудования; - расчетное количество оборудования. Оно округляется в большую сторону и получается фактическое количество оборудования
- расчетное количество оборудования. Оно округляется в большую сторону и получается фактическое количество оборудования  (
( принятое).
принятое). %; (3)
%; (3) = 85÷88%;
= 85÷88%; <
<  , то нужно переводить поковки на другой вид оборудования, отдавать изготовление поковок на другие заводы, изыскивать пути корректировки технологического процесса.
, то нужно переводить поковки на другой вид оборудования, отдавать изготовление поковок на другие заводы, изыскивать пути корректировки технологического процесса. (4)
(4) - удельный показатель трудоемкости продукции.
- удельный показатель трудоемкости продукции. (5)
(5) (6)
(6) - штучное время;
- штучное время; (7)
(7) -основное время;
-основное время; - вспомогательное время;
- вспомогательное время; - время на обслуживание рабочего места;
- время на обслуживание рабочего места; - время на отдых и личные надобности.
- время на отдых и личные надобности. )
) (8)
(8) (9)
(9) - подготовительно-заключительное время;
- подготовительно-заключительное время; - количество поковок в партии.
- количество поковок в партии. (10)
(10) - время на одну перекладку;
- время на одну перекладку; - количество перекладок;
- количество перекладок; - количество поковок в партии. Определяется из программы выпуска (равно стойкости штампа).
- количество поковок в партии. Определяется из программы выпуска (равно стойкости штампа).