10.1. Прорабатывают возможность применения ранее разработанных и оснащенных колодок.
Примечание: иногда конструкцию машины «подгоняют» под возможность применения ранее оснащенных деталей или узлов, дабы не делать новою сложную оснастку. Прессформа для колодки - сложная оснастка.
10.2. Оценивается возможность применения подходящей (по габаритам, числу клемм и токовой нагрузке) колодки с точки зрения внешних воздействий, т.е. конструктивного исполнения машины, температуры окружающей среды, покрытий, уровня вибраций (от которого зависит способ стопорения гаек или винтов крепления кабельных наконечников).
Допущение: заданные заказчиком в ТЗ каплезащищенное конструктивное исполнение машины и уровень внешних воздействий не препяствуют применению в рассматриваемой машине ранее разработанной для другой машины колодки.
10.3. Прорисовывают «примененную» колодку, «привязываясь» к месту изгиба шины колодки под сварку с выводами статора. (Если применить ранее разработанную колодку не удалось, то прорисовывают «оригинальную» колодку, при конструировании которой придерживаются аналогов и рекомендаций, изложенных в лекции №17).
10.4.Оценивают влияние требований ТЗ по способу присоединения агрегата (в нашем случае насосной станции – см. 9.3) к изделию (в нашем случае к электродвигателю) на компоновку.
10.4.1. В весьма большом количестве случаев агрегат к изделию присоединяется фланцевым креплением с применением накидных хомутов по ОСТ 1 11876-74,
Недостатком этого способа является то, при затяжке хомута корпуса как агрегата, так и изделия начинают деформироваться. Эта деформация доходит до гнезда под ш/п и искажает его форму, ухудшая работу ш/п и, как следствие, резко снижая сроки службы ш/п (шарики катятся не по «автобану», а по «ухабистому проселку».).
10.4.2. Способы уменьшения негативного влияния затяжки хомутов на форму гнезд под ш/п (выборочно).
10.4.2.1. Самым простым способом является максимально возможное удаление элементов, могущих передать усиление затяжки хомута на гнездо под ш/п, от стыковочного фланца машины (деформация резко падает по закону показательной функции по мере увеличения расстояния).
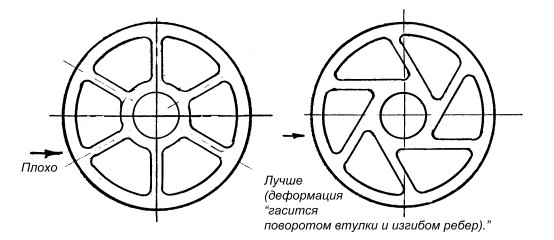
Плохо Лучше
Недостаток этого способа – в ряде случаев приводит к увеличению габаритов и массы.
10.4.2.2.Для щитов (корпусов) в которых крепление втулки под ш/п выполнено не в виде глухой стенки, а в виде отдельных ребер, конфигурация последних оказывает решающее влияние как на передачу деформации от хомута, так и на защиту ш/п от температурных деформаций и, кроме того, на вероятность брака при изготовлении корпусов и щитов литьем.
10.4.2.3. Для щитов (корпусов) из алюминиевых сплавов деформация гнезда «гасится» как за счет наличия в этих щитах (корпусах) довольно толстой стальной втулки (см. 10.5.1), так и за счет развитой под втулку ступицы из алюминиевого сплава ( см. Рис. 9 и Рис. 13). Иногда этого решения оказывается достаточным и для машин довольно большого ресурса.
На основании вышеизложенного и исходя из относительно небольшого ресурса (см. 9.3.) и выбранного материала корпуса (см. 9.1.1.),для рассматриваемой машины принимается способ компенсации деформации гнезда под ш/п от усилия затяжки хомута по 10.4.2.3(см. Рис,9), не приводящий в рассматриваваемой машине к увеличению габаритов и массы.
10.5. Оценивают необходимость принятия специальных мер по компенсации температурных изменений монтажных зазоров между ш/п и гнездом.
Если коэффициенты линейного расщирения материала гнезд и колец ш/п различные (см. 7.1), то это приводит:
- к недопустимому увеличению зазора между ш/п и гнездом («провалу» или «болтанке» ш/п), если гнездо выполнено из сплавов на основе алюминия, при «плюсовых» температурах.
Например, для ш/п с диаметром внешнего кольца Æ62мм и температуре ш/п и гнезда по 120 °С увеличение монтажного зазора при работе машины составит:
коэффициенты линейного температура при изготовлении
расширения для Аl и Fe и сборке
Сравнивая с обычным монтажным зазором (гнездо Æ62+0.030, не более;
ш/п Æ62-0.011; max зазор = 0,030+0,011=0,041; min зазор = 0) имеем максимальный зазор при нагреве = 0,041+0,049= 0,090 что превышает допустимый более, чем в два раза.
- к недопустимому уменьшению зазора между ш/п и гнезддом ( «прихватке» ш/п или «заклиниванию» ш/п), если гнездо выполнено из сплавов на основе алюминия, при «минусовых» температурах,
- к «прихватке» ш/п, если гнездо выполнено из титановых сплавов, при «плюсовых» температурах.
10.5.1. Наиболее отработанным способом компенсации температурных изменений монтажных зазоров при щите (корпусе) из сплавов на основе алюминия является установка в ступицы щитов (или в дно корпуса) стальной втулки.
При этом способе на достаточно толстой (например, для подшипника с диаметром под гнездо Æ62мм – 3мм, не менее) втулке выполняется заходная часть и накатка, которая затем подшлифовывается до прессовой посадки. Затем втулка запрессовывается в предварительно расточенное отв. в щите (или в корпусе) без нагрева.
При этом за счет острой кромки втулка врезается с натягом в тело щита или корпуса.
При нагреве деформации компенсируются частично за счет остаточного монтажного натяга между втулкой и щитом (корпусом), но в основном за счет того, что втулка, врезавшаяся в тело щита (корпуса) ребрами накатки, оказывается посаженной в щит (корпус) по способу радиально-лучевого центрирования, аналогично рассмотренному в 8.3.5. и 9.4.10.3.
При минусовых температурах втулка воспринимает на себя сжимающие усилия ступицы и при достаточной своей толщине исключает заклинивание ш/п.
Обработка гнезда под ш/п во втулке выполняется после запрессовки при окончательной обработке всего щита (или корпуса).
10.5.2. Компенсация температурных изменений монтажных зазоров между ш/п и гнездом в щитах (корпусах) из титановых сплавов.
Наиболее простой способ – увеличение монтажного зазора, т.к. машина быстро разогревается. При этом, кольцо ш/п из стали увеличивается при нагреве больше, чем гнездо из титана и в установившемся режиме «догоняет» его, обеспечивая приемлимый зазор или приемлимый натяг в рабочем диапазоне температур.
Рекомендации по монтажным зазорам между ш/п и гнездами в щитах и корпусах из титана см. в 19.2.2.
10.6 Оценивают необходимость принятия специальных мер по компенсации температурных изменений монтажных натягов между ш/п и шейкой вала.
Для стальных валов специальных мер,как правило, не требуется.
Так же, как правило, не требуется специальных мер при валах из титана в машинах со струйным или прокачным охлаждением, т.к. такое охлаждение “выравнивает” тампературу колец ш/п.
Но при применении ш/п с консистентной смазкой в машинах с валами из титана охлаждение валов нужно делать максимально эффективным, т.к. съем тепла с внутреннего кольца ш/п с консистентной смазкой происходит в основном за счет вала, а титан плохо проводит тепло (см. 7.1.), и чем больше становится зазор при нагреве между шейкой вала и внутренним кольцом ш/п, тем все больше это кольцо перегревается относительно наружного.
В результате при перегреве внутреннего кольца ш/п относительно наружного на 35…40°С возможно заклинивание ш/п.
Например, для ш/п с размерами Æ30мм ´ Æ62мм диаметр дорожки качения составляет ~Æ40мм. Изменение радиального люфта при перегреве в 40°С составит
D = 13•10-6•40°С•40мм ≈ 0,021мм,
коэффициент линейного расширения стали
что превышает min радиальный зазор как для ш/п с нормальной группой зазоров (0,010мм, так и для ш/п с 7 группой зазоров (0,018мм), которые в основном находят применение в рассматриваемых машинах ( подробнее о группах зазоров см. в 18.6. ).
Вывод из изложенного в 10.4.2.3, 10.5, 10.5.1, 10.5.2 и 10.6 : в рассматриваемой машине наличие стальной втулки под гнездо ш/п в щите (корпусе) обязательно как по соображениям компенсации усилий от затяжки хомута, так и по соображениям компенсации температурных деформаций.
Допущение: исходя из прикидочных расчетов массы ( в сравнении с заданными в ТЗ ) в применении титанового вала особой необходимости нет и в рассматриваемой машине применяется стальной вал.
Дополнительные сведения:
Шлицевые соединения в титановых валах оставляют желать много лучшего по ресурсу, даже при наличии специального покрытия ( альфирования ). Поэтому, идти на применение титановых валов со шлицами, нужно только в самых крайних случаях.
10.7 Решают, какую применить конструкцию корпуса.
10.71. Однощитовая конструкция ( моноблок ).
- Достоинства моноблока.
При прочих равных, конструкция получается более жесткая, чем двухщитовая, особенно в случае, если фланцевая часть машины ( идущая на присоединение агрегата к двигателю ) расположена на корпусе ( см. Рис.1,2,3,9 и 12 ),а не на отдельном щите ( см. Рис. 5,8 и 11 ). Это вызвано тем, что щиты устанавливаются в корпусе по посадке скольжения, а наличие дополнительных сочленений по посадкам с зазорами на участке от фланцевой части до центра тяжести агрегата или двигателя резко уменьшает жесткость конструкции. Кроме того наличие дополнительного сочленения на этом участке машины, как правило, приводит к увеличению длины этого участка, что увеличивает плечо и, соответственно, приводит к возрастанию нагрузок.
В машине по Рис.12 следует отметить выполнение фланца под крепление накидным хомутом в виде отдельной детали из материала с большой прочностью, что при обратном замке ( посадочное место фланца охватывается корпусом, а не наоборот ) практически снимает вопрос по передаче усилий, возникающих при затяжке хомута, на гнездо под ш/п и позволяет применить для тяжелой машины моноблок из легкого материала с относительно невысокой прочностью, который по прочностным характеристикам не пригоден в качестве элемента стандартного фланцевого соединения. Но наличие такого фланца приводит к необходимости выполнения такого же количества точных посадок, как и в машинах с двумя щитами. И в то же время, конструкция такой машины оказывается более жесткой, чем двухщитовая за счет того, что в ней корпус со статором жестче «связан» с ротором.
Наличие фланцевой части машины на съемном щите ( см. Рис.5,8 и 11 ) объясняется стремлением усилить фланцевую часть при моноблоке из материала с относительно невысокой прочностью за счет применения в щите материала с высокой прочностью без применения переходных деталей, как это сделано в машине по Рис 12.
- Недостатки моноблока.
Как правило, затрудняется сборка – разборка машин, состоящих из нескольких агрегатов.
В крупных машинах начинают сказываться затруднения, связанные с получением заготовок моноблоков.
10.7.2. Двухщитовая конструкция ( см. рис.4,13 и 15 ).
- Достоинства двухщитовой конструкции.
Резко упрощаются вопросы сборки-разборки машин, состоящих из нескольких агрегатов.
Позволяет выполнять корпуса и щиты из разных материалов с применением наиболее рациональных заготовок.
Двухщитовая конструкция практически незаменима в электромашинных преобразователях.
- Недостатки двухщитовой конструкции ( в сравнении с моноблоком ).
Меньшая жесткость и, как правило, наличие большего количества точных посадок.
На основании изложенного в 10.7.1 и 10.7.2 корпус рассматриваемой машины принимается в виде моноблока с фланцевой частью на корпусе.
10.8 Определяются с плоскостями, методами и способами устранения неуравновешенностей ( т.е. определяются с балансировкой ).
10.8.1. Плоскости устранения неуравновешенностей.
Как правило, количество плоскостей – не менее двух.
Наиболее рациональное расположение плоскостей – возможно ближе к каждой из опор ротора ( т.е. к ш/п ), прием предпочтительнее либо обе плоскости между опор, либо обе плоскости за опорами.
Количество плоскостей более двух требуется при значительных неуравновешенностях,которые нерационально устранять в одной плоскости. В этом случае дополнительные плоскости стараются расположить возможно ближе к источнику неуравновешенности ( например, в машине по Рис 9 дополнительная плоскость исправления располагается по вентилятору, значительная неуравновешенность которого предопределена способом его изготовления – литьем ).
10.8.2. Методы балансировки.
Наиболее широко применяются два метода,а именно : установка дополнительных балансировочных грузов и съем металла.
10.8.2.1. Установка дополнительных балансировочных грузов.
Этот метод хорош в тех случаях, когда машина достаточно крупная и организация места под грузы не приводит к ощутимому увеличению габаритов машины ( например, в машине по Рис.8 возможна установка балансировочных грузов в виде стержней в заранее выполненные отверстия в полюсах ротора “коллекторной “ конструкции ).
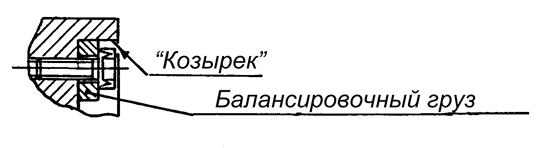
Наиболее удобно при этом методе устанавливать грузы, выполненные в виде клина, в пазы, имеющие конфигурацию “ласточкиного хвоста” ( см. Рис.5, 11, 12 ).
Этот метод отличается достаточно высокой производительностью и, что в ряде случаев очень важно, не приводит к необходимости принятия мер по очистке ротора от металлической стружки и к защите от нее же ш/п в процессе балансировки.
Дополнительные сведения :
При установке грузов в виде различного рода пластин, крепящихся винтами, в обязательном порядке надо предусматривать на деталях ротора “козырьки “, в которые бы эти пластины упирались под действием центробежных сил.
10.8.2.2. Снятие металла.
Снятие металла выполняется с мест в деталях ротора, как правило, специально для этого развитых.
Отличается в худшую сторону от метода по 10.8.2.1 с точки зрения производительности, засорения ротора и ш/п. Приводит к необходимости восстановления защитных покрытий после балансировки.
Балансировка снятием металла целесообразна для не очень крупных машин, в которых установка балансировочных грузов затруднительна.
Данный метод очень широко используется при статической балансировке отдельных деталей до их сборки в составе роторов, которые затем балансируются динамически.
10.8.3. Способы балансировки.
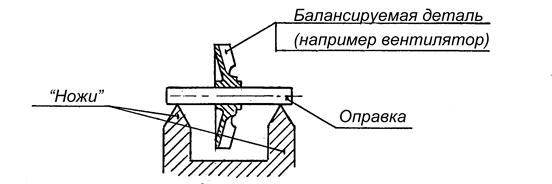
10.8.3.1 Статическая балансировка.
Не требует сложного оборудования, но и наименее точная.
Суть:
Деталь с оправкой перекатывается на «ножах» и останавливается в положении устойчивого равновесия, когда часть детали, оказавшейся «внизу», тяжелее относительно оси вращения чем та часть, которая оказалась «наверху». Балансировка продолжается, как правило, методом съема металла, до получения практически устойчивого положения при любом повороте детали с оправкой на ножах.
Примечание: в качестве «ножей» довольно часто используют станины токарных станков.
10.8.3.2. Динамическая балансировка.
Выполняется на специальных станках, некоторые из которых позволяют в ряде случаев вести балансировку при частотах вращения > 10•103 об/мин. (чем ближе частота вращения при балансировке к рабочим оборотам, тем лучше качество за счет того, что при этом учитываются упругие деформации отдельных элементов – например биметаллических обойм в машинах по Рис. 3 и 6.).
Наилучшее качество достигается при балансировке на рабочих ш/п без дальнейшего демонтажа – монтажа ротора при сборке машины. При невозможности обойтись без демонтажа – монтажа ротора после балансировки, при сборке машины принимают меры к тому, что бы:
- детали снятые с отбалансированного ротора при сборке в составе машины были бы поставлены на тот же ротор ( технологические меры – персональные лотки под каждую комплектацию собираемой машины; конструктивные меры – маркировка одним порядковым NN деталей, снимаемых с ротора, и самого ротора, оговоренная в КД);
- детали снятые с отбалансированного ротора при сборке машины должны быть поставлены в то же самое угловое положение ( технологическо-конструктивные меры – наличие технологических рисок на снимаемых деталях, включая ш/п, и на валу, которые совмещаются при сборке; конструктивные меры – установка снимаемых деталей по шпонкам, штифтам и т. п. элементам).
Для избежания засорения рабочих ш/п при балансировке иногда идут на балансировку, которая выполняется на технологических ш/п с расшлифованными до обеспечения посадки без натяга внутренними кольцами. В тех же целях динамическая балансировка выполняется иногда не на ш/п, а на шейках вала, но частота вращения при такой балансировке, как правило, не превышает 1500 об/мин. Точность таких способов хуже, чем способа балансировки на рабочих ш/п, но в ряде случаев производительность при этом резко возрастает.
Предварительная статическая балансировка отдельных деталей ротора резко упрощает динамическую балансировку и повышает производительность.
На основании изложенного в 10.8 и учитывая незначительные размеры ротора рассматриваемой машины, препятствующие применению балансировки с установкой дополнительных грузов, для этой машины принимается динамическая балансировка методом съема металла с предварительной статической балансировкой вентилятора. При этом, с учетом выполнения к.з. обмотки литьем,
наиболее целесообразно развить под съем металла кольца к.з. обмотки и организовать кольцевой прилив на вентиляторе. Балансировка ведется на рабочих ш/п.







 D = 13•10-6•40°С•40мм ≈ 0,021мм,
D = 13•10-6•40°С•40мм ≈ 0,021мм,