Длина звеньев, м................................................................................................... 12,5 и 25
Ширина колеи, мм ...................................................................................................... 1520
Эпюра шпал, шт./км......................................................................................... 1840 и 2000
Тип рельсов.......................................................................................................... Р50, Р66
Масса лйнии, т................................................................................................................. 30
Линия ЗЛХ-500 (рис. 3.8) располагается между подкрановыми путями 7 и состоит из двух параллельных линий со встречными потоками движения материалов звена. В первом потоке шпалы подготавливаются к сборке, во втором собирается звено. Линию обслуживают два козловых крана 2 грузоподъемностью по 10 т.
Сборка звеньев выполняется в такой последовательности. Козловым краном 2 из штабеля берут пакет шпал и раскладывают в один ряд на монтажные рельсы 4, уложенные на роликовом конвейере J. После проверки шаблоном отверстий в шпалах на них раскладывают резиновые прокладки (на каждую шпалу), подкладки КБ и устанавливают скомплектованные закладные болты. Подготовленные таким образом шпалы на монтажных рельсах по роликовому конвейеру 5 приводом 77 перемещаются до соприкосновения с роликами отсекателя 10, где, отделя-
24 12 5 12 11 10 9 8 7 6 5 4 2 1
Рис. 3.8. Схема технологической линии 3JIX-500: 1 — подкрановый путь; 2 — козловый кран; 3 — склад рельсов; 4 — монтажный рельс; 5 — роликовый транспортер; 6— раскладка пакетов шпал; 7— установка прокладок под подкладки; 8 — постановка подкладок; 9 — установка скомплектованных закладных болтов; 10 — направляющий каток (отсекатель); 11 — поперечный транспортер; 12 — портальная рама с тельферным подъемником (установкой); 13 — механизм подъема монтажных рельсов; 14 — главный пульт управления; 75— раскладка прокладок под рельс; 16 — ориентирующее устройство; 17 — установка скомплектованных клеммных болтов; 18 — полуавтомат для завинчивания гаек клеммных болтов; 19 — полуавтомат для завинчивания гаек закладных болтов; 20 — доводка звена; 21 — транспортная тележка; 22 — лебедка транспортной тележки; 23 — склад готовой продукции; 24 — транспортный путь; 25 — склад железобетонных шпал; 26 — бункер для скреплений; 27 — цех комплектации клеммных и закладных болтов
ясь от общего потока, по одной поступают по поперечному цепному конвейеру 12 на эпюрные рейки 13 второго потока, автоматически устанавливаются по шнуру и эпюре. В этом месте на подкладки вручную укладывают подрельсовые прокладки. Рельсы, освобожденные от шпал, двумя тельферными установками 12 перекладываются на роликовый конвейер 13 второго потока или в штабель. Приводом 11 монтажные рельсы и эпюрные рейки со шпалами интервалами, равными шагу эпюры, перемещаются к месту сборки.
На сборочной позиции рельсы ориентирующим устройством автоматически устанавливаются по ширине колеи, центрируются по их подошвам подкладки и поджимаются шпалы. Далее в гнезда подкладок устанавливаются вручную скомплектованные клеммные сборки, а затем на станках с гайковертами 18 завинчиваются гайки клеммных и закладных болтов. После прикрепления примерно половины шпал к рельсам (в это время на эпюрных рейках уложены все шпалы собираемого звена) при помощи гидродомкратов собираемое звено и остальные шпалы перегружаются на транспортную тележку 21, и процесс сборки звена продолжается.
Собранное звено на тележке перемещается лебедкой 22 в перегружатель звеньев. Здесь его снимают с тележки, укомплектовывают накладками с болтами, смазывают концы рельсов и накладки графитной смазкой, устанавливают автостыкователи. Затем звено кранами 2 грузят на подвижной состав или склад.
В процессе сборки занято 29 человек. При установке линии в цехе вместо козловых кранов и тельферных установок используются мостовые краны.
Звеносборочная линия конструкции ПКТБ ХабИИЖТа TJIC-100
(рис. 3.9) представляет собой комплект агрегатов, выполняющих технологические действия с элементами собираемой РШР, перемещаясь по пути-стенду. Линия предназначена для стендовой сборки звеньев РШР с промежуточными раздельными клеммно-болтовыми скреплениями типа КБ-65, а в последнее время — также ЖБР-65 и ЖБР-65Ш. Поперечное сечение пути-стенда А—А приведено на рис. 3.9. Объемлющий путь с шириной колеи 3600 мм предназначен для передвиже-
ния агрегатов № 1—4. Вдоль стенда на расстоянии 20—50 м один от другого (зависит от длины питающих кабелей) расположены токораз- борные колонки. На боковых поверхностях рельсов нанесены метки раскладки пачек, рядов и отдельных шпал. Рабочая длина стенда, позволяющая достичь максимальной производительности за смену, составляет 800 м при сборке звеньев в один ярус или 400 м — при двухъярусной сборке.
Технологическая последовательность сборки звеньев приведена на рис. 3.9. В начале смены агрегаты размещают на стартовом участке. Это первые 25 м стенда, где внутри объемлющего пути располагают звено для установки агрегатов № 5 и № 6.
Первая технологическая операция (технологическая зона I) — раскладка шпал на стенде по меткам пачками из шпального склада - выполняется кранами. В ней заняты два крановщика и два стропальщика. Затем агрегат № 1 располагает шпалы по меткам в ряд (технологическая зона II). При отсутствии в комплекте этого агрегата данная операция совмещена с первой и осуществляется кранами. С отрывом в 25—50 м следует агрегат № 2, размещающий шпалы по эпюре (технологическая зона III). Эту операцию могут выполнять два монтера пути с помощью ломов. Далее агрегат № 3 раскладывает подкладки, нашпаль- ные прокладки и по соответствующим меткам — стыковые комплекты (технологическая зона IV). Агрегат № 4 располагает закладные и клемм- ные сборки и подрельсовые прокладки (технологическая зона V). После того как он пройдет 50—70 м от стартового участка, один из кранов освобождают от размещения пачек шпал, меняют стропы на рельсовую траверсу и раскладывают рельсы в гнезда подкладок из рельсового склада (технологическая зона VI). Кран сопровождают два стропальщика. После создания задела в одно звено бригада монтеров пути численностью 4—6 человек вручную устанавливает закладные и клеммные сборки (технологические зоны VII и VIII). Далее последовательно агрегаты № 5 и 6 завинчивают гайки клеммных и закладных болтов (технологические зоны IX и X). В отличие от предыдущих четырех агрегатов, перемещающихся по внешним рельсам стенда, последние два передвигаются по собираемому пути. Завершают технологическую цепочку два монтера с шуруповертами ШВ (технологическая зона XI). Их задача — контроль правильности положения завинченных закладных сборок (риска на торце закладного болта параллельна оси пути) и, при необходимости, их перезатяжка.
После достижения очередным агрегатом конца стенда агрегат переводят в транспортное положение (размыкают кинематические цепи приводов перемещения, выносную консоль энергопитания заводят в габарит, сматывают питающий кабель, фиксируют подвижные элементы) и переносят краном, к тому времени уже освободившимся от раскладки пачек шпал, на стартовый участок. После перемещения последнего агрегата рабочая смена при одноярусной схеме сборки завершается. При двухъярусной схеме сборки агрегаты на стартовом участке перенастраивают, и процесс повторяется, причем пачки шпал раскладывают на собранные звенья первого яруса. Готовую РШР убирают со стенда в склад звеньев кранами с дежурными бригадами после рабочей смены.
В настоящее время благодаря простой и дешевой конструкции TJIC самый распространенный способ механизированной сборки звеньев РШР на железобетонных шпалах. Немаловажное достоинство линии — ее работоспособность в неполной комплектации объемов производства.
Звеноразборочные машины. Разборка звеньев старогодной РШР — один из трудоемких процессов на путевых производственных базах ПМС. Поточные линии для разборки звеньев с деревянными шпалами разделяются на три типа: подвижные звеноразборочные агрегаты, механизирующие только операции разделения звена на составляющие его элементы; съемные звенорасшивочные; неподвижные звеноразборочные агрегаты и механизмы для транспортировки и частичного деления деталей разбираемого звена (звеноразборочная линия ЗРС конструкции ПКТБ ХабИИЖТа).
Звеноразборочный стенд ЗРС предназначен для разборки путевой решетки с деревянными шпалами и рельсами любых типов при костыльном скреплении и любой эпюре шпал и длине звена (рис. 3.10). Стенд монтируется на рельсовом пути, занимает участок длиной до 140 м и состоит из агрегата расшивки, транспортных тележек, тяговых лебедок, перегружателя, шпальной тележки и сортировщика шпал.
Технологический процесс разборки звена включает установку кранами звена на стойки транспортной тележки, перемещение тележки тяговой лебедкой в агрегат расшивки, разделку решетки на составляющие элементы в агрегате расшивки, перемещение тележки с разобранными элементами к перегружателю, подъем домкратами перегружателя и освобождение тележки от шпал и рельсов. Затем транспортная тележка возвращается в исходное положение. В это время с перегружателя кран снимает рельсы, а шпалы опускаются на шпальную тележку, которая затем перемещается к сортировщику, где шпалы сортируют в зависимости от их годности.
Агрегат расшивки (рис. 3.11) разделяет рельсовые звенья на элементы. Все узлы и механизмы смонтированы на П-образной раме 7, которая крепится к трем опорным балкам 6. Опорные балки заведены под
рабочий путь 4 и крепятся к подошвам рельсов. Звено в агрегат расшивки подается на транспортной тележке 3. Рельсы звена заводятся в направляющие ролики 10. Крайняя шпала нажимает на рычаг 2. Срабатывает конечный выключатель, отключая лебедку транспортной тележки. Последняя, двигаясь по инерции, прижимает крайнюю шпалу звена к упорам 18, выравнивая ее, если она перекошена. В этот момент шпалой отклоняется рычаг 1, который включает конечный выключатель начала автоматического цикла работы механизмов агрегата расшивки. Гидроцилиндры 5 механизма поджатия шпал прижимают шпалу к рельсам, клещи 9 захватывают подкладки, и гидроцилиндром 12, а также связанными с ним цепной передачей рычагами 11 шпала отрывается от скреплений, опускаясь на продольные рельсовые балки транспортной тележки. Оторванная шпала рычагами 8 (приводятся в действие гидроцилиндрами механизма поджатия шпалы) сдвигается вперед по рельсовым балкам тележки. Клещи раскрываются гидроцилиндрами 15, и подкладки с костылями падают через освободившееся от шпалы пространство в бункер тележки.
Тележки перемещаются тяговыми лебедками, которые крепятся к железнодорожному пути базы. Управление разборкой звена осуществляется с пульта главного оператора, а сортировкой шпал — с дополнительного выносного пульта. Стенд обслуживают 10 чел. Производительность стенда — 90 м/ч.
Звеноразборочная линия ЗРР-75 предназначена для разборки рельсовых звеньев с железобетонными шпалами и скреплениями КБ (рис. 3.12). Производительность линии 600 м в смену. Обслуживают линию 11 чел., включая машинистов козловых кранов.
Технология работ по разборке звеньев линией следующая. На звеньевую тележку 2 козловыми кранами 3 укладываются два звена длиной по 12,5 м или одно звено длиной 25 м. Лебедка 1 перемещает звеньевую тележку со звеном в агрегат отделения шпал 4, где откручиваются гайки закладных болтов. Затем тележка 2 продвигается в перегружатель 5 и, оставив на нем частично разобранное звено, возвращается в первоначальное положение под погрузку следующего звена. В это время в перегружатель 5 лебедкой 10 подается шпальная тележка 8, которая принимает на себя частично разобранное звено. Рельсоперекладчик 6 снимает рельсы вместе с подкладками и укладывает их на рельсовый конвейер 14, по которому они направляются в агрегат отделения подкладок 13, где откручиваются гайки клеммных болтов. Подкладки и клеммные болты ссы паются в бункеры, а рельсы продвигаются в агрегат 12 приема и накопления и далее козловым краном убираются в штабель 11. Шпальная тележка направляется в агрегат 9 пакетирования шпал, откуда они пакетами козловым краном убираются в штабель 7. Закладные болты остаются в шпалах. Извлечение их из шпал — очень трудоемкая работа, и пока она еще не механизирована.
1 2 3 4 5 6 7 8 9 10
Рис. 3.12. Звеноразборочная линия 3PP-75: 1, 10 — лебедки; 2 — звеньевая тележка; 3 — козловой кран; 4 — агрегат отделения шпал; 5— перегружатель; 6 — рельсоперекладчик; 7— штабель шпал; 8— шпальная тележка; 9, 12, 13 — агрегаты пакетирования шпал, приема и накопления рельсов, отделения подкладок; 11 — штабель рельсов; 14 — рельсовый конвейер; 15 — рельсовый путь
Агрегат отделения шпал (рис. 3.13) крепится к железнодорожному пути базы, по которому лебедкой подается тележка 1 со звеном 2. Рель-
Рис. 3.14. Схема стендовой шпалоремонтной мастерской: 1 — электрическая таль ТЭ-2-230; 2 — шпалопитатель; 3 — костылеискатель; 4 — круглопильный станок; 5 — станок для нарезки винтов; 6 — шпало- очистительный станок; 7 — вентиляция; 8 — ножеточильный станок; 9 — станок для зарубки шпал; 10 — станок для стяжки шпал; 11 — точильно-шлифовальный станок; 12 — станок для сверления шпал; 13 — гидропресс для запрессовки втулок; 14 — установка для покрытия шпал гидроизоляцией; 15 — электророльганг;
16 — шпалосбрасыватель; 17 — ящик-сборщик для готовых шпал; 18 — рабочий
древесину на глубину в зависимости от степени ее повреждения. Обработанную таким образом шпалу подают сначала на станок, где устанавливаются стяжные деревянные или металлические винты, а затем — на сверлильный станок, где в шпале просверливают отверстия. В просверленные отверстия гидропрессом запрессовываются втулки, и шпала подается в специальную ванну для покрытия ее гидроизоляцией, а затем по рольгангу — в ящик-сборник, откуда автопогрузчиком (после накопления) шпалы убираются в штабель.
Путевые машинные станции и дистанции пути, не имеющие возможности направить изъятые из пути подлежащие ремонту шпалы в шпа- лоремонтные мастерские, организуют у себя специализированные пункты по их ремонту. При ремонте шпал в специализированных пунктах предусматриваются: удаление из шпал сломанных костылей и шурупов; очистка поверхности шпал и имеющихся в них трещин; постановка пропитанных пробок в старые костыльные или шурупные отверстия; удаление изношенной древесины в местах укладки подкладок; антисеп- тирование трещин и зачищенных мест; сжатие сквозных по торцу трещин и обвязка проволокой диаметром 6—7 мм, металлической полосой или постановка металлических болтов.
Организация и технология переработки старогодной путевой решетки с железобетонными шпалами для повторной укладки в путь. Для механизированного ремонта старогодной путевой решетки с железобетонными шпалами создана линия обработки старогодной РШР (рис. 3.15).
Из штабеля звено подают и укладывают двумя козловыми кранами на тележки очистного устройства, где звено центрируется ловителями относительно тележек.
Звено протягивается через очистное устройство до позиции обработки концов рельсов, после чего протягивается для обработки вторых концов рельсов.
Очистка рельсов и скреплений от грязи производится двумя парами скребков, четырьмя вертикальными и двумя горизонтальными вращающимися металлическими щетками. Скребки и щетки смонтированы на раме очистного устройства. Рама установлена на бетонный корытообразный фундамент, в углублении которого установлены поддоны для сбора грязи.
Для резки рельсов и сверления в них болтовых отверстий механизированная линия ремонта оснащается рельсорезными и рельсосверлиль- ными станками, смонтированными на специальных устройствах. Устройство состоит из двух внутренних подвижных и двух наружных неподвижных телескопических балок, на которых закрепляются рельсорезный и рельсосверлильный станки. Подвижные балки посредством тяги и рычага соединены между собой. Неподвижные балки расположены в разных уровнях и шарнирно закреплены на кронштейне, который установлен через подшипник скольжения на неподвижной опоре. Рабочий, поворачивая устройство на опоре и воздействуя на рычаг, подводит к рельсу тот или иной станок и закрепляет его на рельсе, при этом устройство всегда находится в равновесии, что облегчает труд рабочего и повышает производительность.
После обработки всех концов рельсов звено двумя козловыми кранами снимают с тележек очистного устройства и укладывают на участок III или IV (рис. 3.15), где монтеры пути шуруповертами ШВ-2М раскручивают на 4—5 оборотов гайки клеммных и полностью — гайки клеммных и закладных болтов на шпалах негодных и имеющих негодные скрепления. Двое монтеров пути производят разметку краской эпюры шпал на шейке рельсов, затем снимают негодные элементы скреплений, укладывают их в ящики-контейнеры и устанавливают годные элементы скрепления.
□ □ □
III
IV
■
III
Й Ша
IVa
п-в
Рис. 3.15. Технологическая схема механизированной линии ремонта старогодной путевой решетки с железобетонными шпалами: I — участок очистки рельсов и скреплений от грязи; II — опиловка концов рельсов и сверление отверстий: III, Ilia, IV, IVa — участки замены негодных шпал и скреплений; 1 — штабель старогодных звеньев; 2 — тележка очистного устройства; 3 — очистное устройство; 4 — рельсорезный станок; 5 — рельсосверлильный станок;
6— лебедка; 7— шуруповерт; 8 — спаренный козловый кран
Двое других монтеров пути смазывают клеммные и закладные болты, устанавливают шпалы по меткам на рельсе, располагая негодные шпалы в промежутках между шпалами, установленными по эпюре (эпюра 1600 шт./км). Затем звено, которое после изъятия негодных шпал имеет число шпал, соответствующее эпюре 1600 шт./км, укладывают двумя кранами в штабель готовых звеньев. При этом выбракованные шпалы остаются на месте, а затем их убирают краном на площадку ремонта шпал. Звено, у которого недостает шпал после изъятия негодных, перекладывают двумя кранами на участок Ша или IVa, где стропальщики предварительно раскладывают краном годные к использованию шпалы. Двое монтеров пути раскладывают и устанавливают на шпалы годные к использованию элементы скреплений и производят сборку. Отремонтированное звено двумя кранами укладывается в штабель.
4. ПРОЧИЕ МАШИНЫ ПУТЕВОГО ХОЗЯЙСТВА
4.1. Машиныдля сварки и обработки рельсов
Рельсосварочные машины. Для сварки рельсов при ремонте бесстыкового пути, а также одиночных рельсов в бесстыковые плети на станционных путях применяют рельсосварочные машины ПРСМ-3, ПРСМ-4, ПРСМ-5, ПРСМ-6. Все эти машины оборудованы контактно-сварочны- ми головками, которые позволяют сваривать рельсы Р50, Р65 и Р75. Машины сваривают рельсы в пути, по которому передвигаются, а также рельсы, уложенные внутри колеи и снаружи от ходового рельса.
На машине ПРСМ-3 (рис. 4.1) установлены тяговые тележки, колесные пары 27, которые вращаются тяговыми электродвигателями 26, подсоединенными к генератору 12 через выпрямительную установку.
На портальных качающихся рамах находятся электрические тали, на которых подвешены сварочные головки. Конструкция портальных рам позволяет расположить стрелы с подвешенными контактно-сварочны- ми головками К-355 в различные положения, которые позволяют сваривать рельсы на месте расположения ходовых колес, внутри и снаружи колеи на расстоянии до 600 мм. Две сварочные головки размещаются на подвижных порталах и на стрелах. На машине установлена собственная дизель-генераторная установка (ДГУ), под рамой имеется две лебедки для подтягивания рельсов.
Гидравлическая система машины ПРСМ-3 состоит из гидрооборудования контактных сварочных головок и гидрооборудования портальных рам. Гидрооборудование сварочной головки служит для зажима рельсов и продольного перемещения их во время сварки и состоит из насосной станции, масляного радиатора, расположенного в охлаждающем агрегате, и гидроцилиндров. Максимальное давление в гидросистеме 6 МПа, ограничиваемое предохранительным клапаном.
Система охлаждения сварочных машин служит для охлаждения воды и масла во время сварки рельсов. Бак системы, насос с электродвигателем, радиатор, осевой вентилятор и масляный радиатор смонтированы в один охлаждающий агрегат и установлены в кузове машины. Вода по-
ступает в охлаждающие полости сварочных головок. Равномерность расхода воды, поступающей в каждую головку, регулируется кранами и контролируется по ротаметрам, в которых при равном расходе воды поплавки должны находиться на одинаковых уровнях.
Грузовое оборудование машины ПРСМ-3 состоит из двух электрических талей 5 грузоподъемностью 3 т и двух тяговых лебедок 33 для подтягивания рельсов. Тяговое усилие одной лебедки 14,7 кН.
Машина оборудована автоматическим прямодействующим и электропневматическим тормозами. Машина ПРСМ-4 предназначена для сварки электроконтактным способом стыков железнодорожных рельсов, лежащих как в пути, так и вдоль пути внутри или снаружи колеи на расстоянии 2600 мм от оси пути. Производительность машины повышена благодаря установке манипулятора специальной конструкции, на который подвешена сварочная головка, и наличию устройства для подтягивания рельсов при сварке с усилием 3 т. Манипулятор также позволил увеличить зону обслуживания. Применение двухосного экипажа способствовало уменьшению габаритных размеров и массы, что привело к повышению скорости и увеличению массы прицепного состава.
В 1998 г. по проекту ЦКБ «Путьмаш» началось серийное производство машины ПРСМ-5, которая по сравнению с машиной ПРСМ-4 имеет следующие отличия. Применено тиристорное управление тяговыми электродвигателями для бесступенчатого регулирования скорости передвижения в транспортном режиме. Конструкция переднего капота позволяет производить работы в тоннелях. Установлено специальное технологическое оборудование, позволяющее при сварке рельсовых плетей подтягивать звено на расстояние до 3300 мм без раскрепления рельсов. Имеется возможность производить электросварочные работы с рельсами, лежащими внутри колеи или снаружи. Установлена рельсо- сварочная головка К-900 нового поколения, позволяющая контролировать качество сварного шва.
Технические характеристики рельсосварочных машин представлены в табл. 4.1.
Таблица 4.1
Характеристики рельсосварочных машин
Параметр
ПРСМ-3
ПРСМ-4
ПРСМ-5
Число свариваемых стыков в час
до 10
до 12
до 13
Расстояние между осью машины и
свариваемым рельсом, мм
Силовая установка, мощность дизель-
генератора, кВт
Напряжение переменного тока, В
Частота, Гц
Скорость вращения номинальная, мшГ1
Скорость движения максимальная, км/ч
Масса прицепного состава максимальная, т
Минимальный радиус кривых, проходимый
машинои, м
Экипажная часть:
база машины, мм
84 000
число осей общее, шт.
число приводных осей, шт. диаметр колеса, мм
Масса машины, т
Длина по осям автосцепок, мм
14 620
13 100
14 480
Путевая рельсосварочная машина ПРСМ-6 предназначена для сварки электроконтактным способом рельсовых стыков рельсов всех типов, независимо от способа их производства. Машина оборудована двумя кабинами и обладает расширенными технологическими возможностями.
Возможна сварка рельсов как лежащих в пути, по которому непосредственно перемещается машина, так и уложенных вдоль пути внутри колеи или на обочине земляного полотна или на платформах в составе путеукладочного комплекса.
Техническая характеристика машины ПРСМ-6
Время сварки, механической и термической обработки и контроля двух
стыков плетей из рельсов Р65 в составе путеукладочного комплекса, мин................... 70
Машинное время сварки стыка рельса, с...................................................................... .240
Масса в снаряженном состоянии, т................................................................................. 50
Машины для правки стыков рельсов в пути. Под воздействием движущихся поездов происходит износ элементов верхнего строения пути, в том числе проявляющийся вследствие пластических деформаций рельсовых нитей. Наибольшие динамические нагрузки взаимодействия колеса и рельса возникают в местах резкого продольного изменения целостности поверхности катания (стыковые зазоры), изменения характеристик вертикальной и горизонтальной упругости (наличие прокладок, мест термического влияния контактной сварки плетей, элементы стрелочных переводов), появления концентраторов напряжений. Например, в местах стыков динамические нагрузки могут достигать (40...50)^и даже больше. В результате в зонах стыков и сварных контактных соединений возникают провисания концов смежных рельсов. Особую актуальность эта проблема приобретает в связи с широким внедрением скоростного движения поездов, так как в этих случаях предъявляются повышенные требования к плавности движения и, соответственно, к поверхностям катания головок рельсов под нагрузкой.
В состав работ по техническому обслуживанию пути входит правка рельсовых стыков и мест контактной сварки. Технологией производства таких работ предусмотрено: выявление места провисания (или, в некоторых случаях, горба) с определением его величины; устранение указанного дефекта методом холодной гибки рельсовых нитей с образованием внутри материала наклепа, способствующего повышению несущей способности стыка; измерение качества правки; при необходимости, если при правке нарушена целостность балластного основания в зоне стыка; дополнительная локальная подбивка балласта.
Описанный комплекс работ может выполнить машина МПРС для правки стыков рельсов в пути (рис. 4.2). Эта машина применяется при текущем содержании и всех видах ремонта железнодорожного пути колеи 1520 мм с рельсами Р50 и Р65, с деревянными и железобетонными шпалами, при всех видах скреплений и балласта. Правке подлежат рельсовые стыки, имеющие неровности величиной более 1 мм.
Машина МПРС представляет собой двухосный самоходный экипаж, состоящий из рамы 2, которая несет на себе все оборудование машины и опирается на рельсы через приводную 9 и неприводную 14 колесные пары. МПРС оборудована автосцепками 8 типа СА-3. Привод машины осуществляется от дизельного силового агрегата через механическую трансмиссию 10 в режиме транспортного передвижения и через трансмиссию и объемную гидропередачу 3 в рабочем режиме. Управление машиной ведется из кабины 1. В качестве основных рабочих органов используются работающие независимо правый и левый блоки 12 правки стыков рельсов. Машина оснащена также одним одношпальным подбивочным блоком 13, конструкция которого полностью аналогична блокам машин ВПРС-02.
Рис. 4.2. Машина для правки стыков рельсов в пути МПРС: / — кабина управления; 2 — рама; 3 — оборудование объемного гидропривода; 4 — силовой дизельный агрегат ЯМЭ-238-М2; 5 — топливный бак; 6 — бензо- электрический агрегат АБ4-Т230-ВПМЗ-Ж; 7— силовой электрический щит; 8— автосцепка; 9, 14— приводная и неприводная колесные пары; 10— трансмиссия; 11 — гидромотор рабочего передвижения; 12 — блок правки стыков рельсов; 13 —
подбивочный блок
Таблица 4.2
Характеристики рельсошлифовальных машин
Параметр
URR-112/B
URR-48
РШП-48
Длина поезда, м
180,3
78,58
Высота, м
4,0
4,0
4,62
Ширина, м
3,11
5,1
3,1
Масса, т
Производительность по массе снимаемого
0,13
0,066
0,066
металла, кг/с, не менее
Рабочая скорость при шлифовании на уклоне до 30%о, км/ч
4—6
Мощность энергетических установок, кВт
Скорость движения, км/ч:
в транспортном режиме самоходом
в измерительном режиме в рабочем режиме
4—8
4—8
10 4—8
Минимальный радиус проходимых кри
вых, м:
при проезде при шлифовании
80 300
80 300
100 300
Число шлифовальных шпинделей
Мощность привода шпинделей, кВт
Съем металла за проход (при твердости НВ 480)
0,1—0,25
Отклонение от проектного, ремонтного профиля, мм, не более:
на поверхности осевой линии на боковой (рабочей выкружке)
0,1 0,15
Фирма «Ptasser&Theurer» поставляет в Россию виброшлифовальные машины серии GWM для шлифования рельсовых стыков. В Европе эти машины применяются для виброшлифования рельсов на скоростных линиях, а также после строжки в пути.
Виброшлифовальная машина GWN-20 (рис. 4.3) содержит тяговую единицу 1 и платформу 2 с рельсошлифовальным оборудованием. Абразивные сегменты закреплены в двух суппортах виброшлифовальных тележек 3. Суппорты имеют маятниковую подвеску 4 к раме платформы. Последняя представляет собой гидроцилиндры с шарнирами, которые поднимают суппорты в транспортное положение. Привод 5 осуществляется от эксцентрикового вибровозбудителя.
Рис. 4.3. Виброшлифовальная машина GWM-220: 1 — тяговая единица; 2 — платформа с рельсошлифовальным оборудованием; 3 — суппорт с абразивными сегментами; 4 — гидроцилиндр; 5 — вибропривод
Возвратно-поступательное движение блоков абразивных сегментов осуществляется кривошипно-шатунным механизмом, приводящим в противофазное движение одновременно два блока рабочего органа.
Техническая характеристика машины GWM-220
Масса машины, т......................
Нагрузка на ось, т.....................
Транспортная скорость, км/ч Мощность привода, кВт/л.с.
Рельсошлифовальный поезд РШП-48. В ноябре 1998 г. прошли испытания впервые изготовленного на Калужском заводе «Ремпутьмаш» совместно с фирмой «Спено» (Швейцария) рельсошлифовального поезда РШП-48. Он предназначен для восстановления профиля головок рельсов, удаления волнообразных неровностей и дефектного слоя металла на рабочих поверхностях головок рельсов Р50, Р65, Р75 с любыми типами их скрепления (колея 1520 мм).
Поезд (рис. 4.4) состоит из четырех секций: тягово-энергетической; обеспечивающей движение как в транспортном, так и в рабочем режимах, а также питание электродвигателей шлифовальных головок от дизель-генератора мощностью 1298 кВт, поставляемого фирмой «Cummins» (Великобритания); трех секций с шестью шлифовальными тележками, на которых установлено 48 головок (по 8 на каждой), позволяющих соблюдать необходимую величину съема металла (до 0,2 мм за один проход) и фиксируемых под нужным углом к головке рельса. После шлифования поперечный профиль рельса восстанавливается с точностью до 0,1 мм, а остаточные дефекты вдоль рельса не превышают 0,02 мм.
........ 63
16,5/15
........ 80
220/300
Кабина машиниста служит для управления не только движением поезда в рабочем или транспортном режимах, но и процессом шлифования. В ней расположена соответствующая аппаратура, необходимая для
контроля за точностью и качеством шлифования. На этой же секции установлена измерительная тележка для определения параметров головки рельса и неровности пути лазерными и индуктивными датчиками. Полученные данные используют для выбора режима шлифования и управления им.
РШП-48 может передвигаться как самоходом, так и в составе поезда перед хвостовым вагоном или с отдельным локомотивом со скоростью не более 80 км/ч.
Работает поезд автономно, от собственного тягового модуля.
В одной из секций оборудован склад шлифовальных кругов и других материалов, есть также мастерская для текущего ремонта и проведения регламентных работ. В целях сокращения расхода топлива на стоянках электропитание поступает от вспомогательного дизель-генератора фирмы «Cummins» мощностью 167 кВт.
Поддержание поперечного профиля головки рельса и неровностей пути в заданных пределах существенно увеличивает срок службы рельсов, а также время между ремонтами пути, уменьшает удельное сопротивление движению локомотива, вагона и позволяет повысить скорость движения поездов.
Шлифование рельсов поездов РШП-48 приносит значительную экономическую выгоду. Из-за волнообразного износа на 12,5—25 % сокращаются сроки службы рельсов и время между подбивкой шпал при текущем содержании. Из-за дополнительных нагрузок повреждаются скрепления. Поэтому шлифование рельсов позволяет экономить до 5 % суммы, выделяемой на содержание пути.

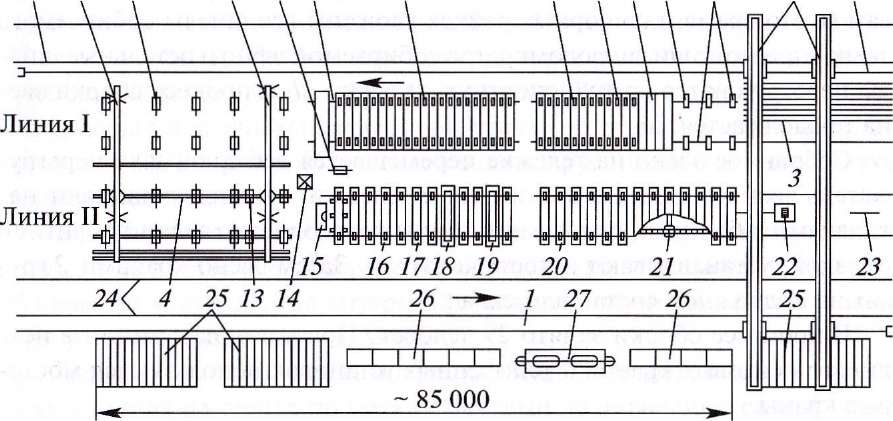 Рис. 3.8. Схема технологической линии 3JIX-500: 1 — подкрановый путь; 2 — козловый кран; 3 — склад рельсов; 4 — монтажный рельс; 5 — роликовый транспортер; 6— раскладка пакетов шпал; 7— установка прокладок под подкладки; 8 — постановка подкладок; 9 — установка скомплектованных закладных болтов; 10 — направляющий каток (отсекатель); 11 — поперечный транспортер; 12 — портальная рама с тельферным подъемником (установкой); 13 — механизм подъема монтажных рельсов; 14 — главный пульт управления; 75— раскладка прокладок под рельс; 16 — ориентирующее устройство; 17 — установка скомплектованных клеммных болтов; 18 — полуавтомат для завинчивания гаек клеммных болтов; 19 — полуавтомат для завинчивания гаек закладных болтов; 20 — доводка звена; 21 — транспортная тележка; 22 — лебедка транспортной тележки; 23 — склад готовой продукции; 24 — транспортный путь; 25 — склад железобетонных шпал; 26 — бункер для скреплений; 27 — цех комплектации клеммных и закладных болтов
Рис. 3.8. Схема технологической линии 3JIX-500: 1 — подкрановый путь; 2 — козловый кран; 3 — склад рельсов; 4 — монтажный рельс; 5 — роликовый транспортер; 6— раскладка пакетов шпал; 7— установка прокладок под подкладки; 8 — постановка подкладок; 9 — установка скомплектованных закладных болтов; 10 — направляющий каток (отсекатель); 11 — поперечный транспортер; 12 — портальная рама с тельферным подъемником (установкой); 13 — механизм подъема монтажных рельсов; 14 — главный пульт управления; 75— раскладка прокладок под рельс; 16 — ориентирующее устройство; 17 — установка скомплектованных клеммных болтов; 18 — полуавтомат для завинчивания гаек клеммных болтов; 19 — полуавтомат для завинчивания гаек закладных болтов; 20 — доводка звена; 21 — транспортная тележка; 22 — лебедка транспортной тележки; 23 — склад готовой продукции; 24 — транспортный путь; 25 — склад железобетонных шпал; 26 — бункер для скреплений; 27 — цех комплектации клеммных и закладных болтов
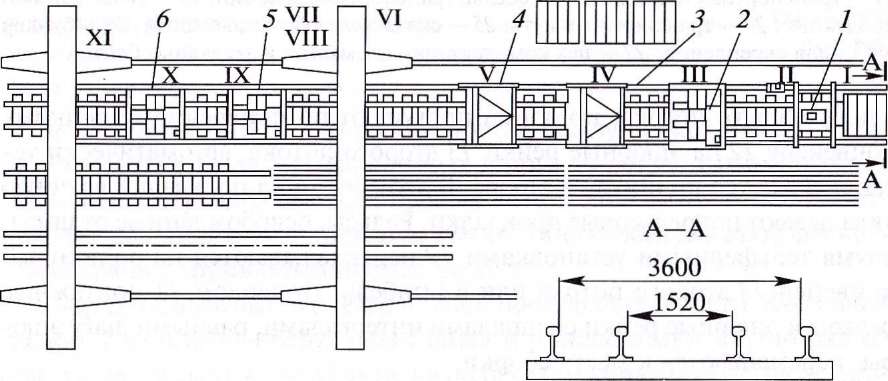 Рис. 3.9. Технологическая схема TJIC-100: I—XI — технологические зоны; 1 — агрегат раскладки шпал в ряд; 2 — агрегат раскладки шпал по эпюре; 3 — агрегат раскладки подкладок; 4 — агрегат раскладки закладных и клеммных сборок; 5 — агрегат завинчивания гаек клеммных болтов; 6 — агрегат завинчивания гаек закладных болтов
Рис. 3.9. Технологическая схема TJIC-100: I—XI — технологические зоны; 1 — агрегат раскладки шпал в ряд; 2 — агрегат раскладки шпал по эпюре; 3 — агрегат раскладки подкладок; 4 — агрегат раскладки закладных и клеммных сборок; 5 — агрегат завинчивания гаек клеммных болтов; 6 — агрегат завинчивания гаек закладных болтов
 Рис. 3.10. Схема звеноразборочного стенда ЗРС: 1 — агрегат расшивки; 2, 11 — тележки; 3, 7 — козловые краны; 4, 9 — лебедки; 5, 13 — пакеты шпал; 6 — пакеты звеньев, подлежащие разборке; 8 — старогодные рельсы; 10 — сортировщик шпал; 12 — перегружатель
Рис. 3.10. Схема звеноразборочного стенда ЗРС: 1 — агрегат расшивки; 2, 11 — тележки; 3, 7 — козловые краны; 4, 9 — лебедки; 5, 13 — пакеты шпал; 6 — пакеты звеньев, подлежащие разборке; 8 — старогодные рельсы; 10 — сортировщик шпал; 12 — перегружатель
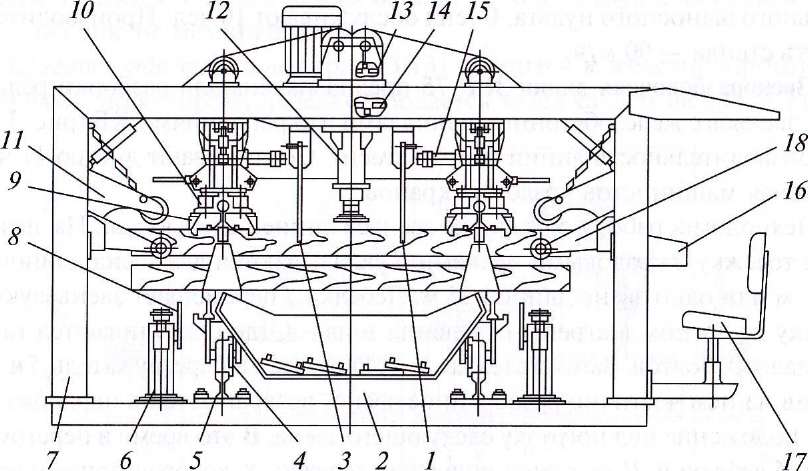 Рис. 3.11. Агрегат расшивки: 1,2 — рычаги конечных выключателей; 3 — транспортная тележка; 4 — рабочий путь; 5, 12, 15 — гидроцилиндры; 6 — опорная балка; 7 — рама; 8 — рычаг сдвига шпалы; 9 — клещи; 10 — направляющий ролик; 11 — рычаг отжатия шпалы; 13, 14 — конечные выключатели; 16 — пульт управления; 17— сиденье; 18— упор
Рис. 3.11. Агрегат расшивки: 1,2 — рычаги конечных выключателей; 3 — транспортная тележка; 4 — рабочий путь; 5, 12, 15 — гидроцилиндры; 6 — опорная балка; 7 — рама; 8 — рычаг сдвига шпалы; 9 — клещи; 10 — направляющий ролик; 11 — рычаг отжатия шпалы; 13, 14 — конечные выключатели; 16 — пульт управления; 17— сиденье; 18— упор
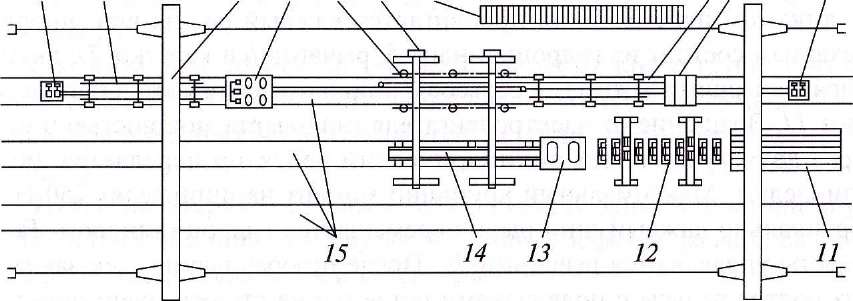 Рис. 3.12. Звеноразборочная линия 3PP-75: 1, 10 — лебедки; 2 — звеньевая тележка; 3 — козловой кран; 4 — агрегат отделения шпал; 5— перегружатель; 6 — рельсоперекладчик; 7— штабель шпал; 8— шпальная тележка; 9, 12, 13 — агрегаты пакетирования шпал, приема и накопления рельсов, отделения подкладок; 11 — штабель рельсов; 14 — рельсовый конвейер; 15 — рельсовый путь
Рис. 3.12. Звеноразборочная линия 3PP-75: 1, 10 — лебедки; 2 — звеньевая тележка; 3 — козловой кран; 4 — агрегат отделения шпал; 5— перегружатель; 6 — рельсоперекладчик; 7— штабель шпал; 8— шпальная тележка; 9, 12, 13 — агрегаты пакетирования шпал, приема и накопления рельсов, отделения подкладок; 11 — штабель рельсов; 14 — рельсовый конвейер; 15 — рельсовый путь
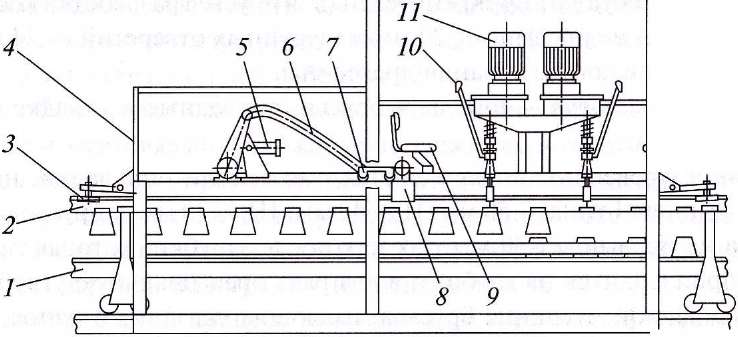 Рис. 3.13. Агрегат отделения шпал: / — звеньевая тележка; 2 — разбираемое звено; 3 — направляющий ролик; 4 — рама; 5— гидроцилиндр; 6— рычаг; 7— каретка; 8— гидравлический рельсовый зажим; 9 — сиденье оператора; 10 — рычаг управления гайковертом; 11 — гайковерт
Рис. 3.13. Агрегат отделения шпал: / — звеньевая тележка; 2 — разбираемое звено; 3 — направляющий ролик; 4 — рама; 5— гидроцилиндр; 6— рычаг; 7— каретка; 8— гидравлический рельсовый зажим; 9 — сиденье оператора; 10 — рычаг управления гайковертом; 11 — гайковерт
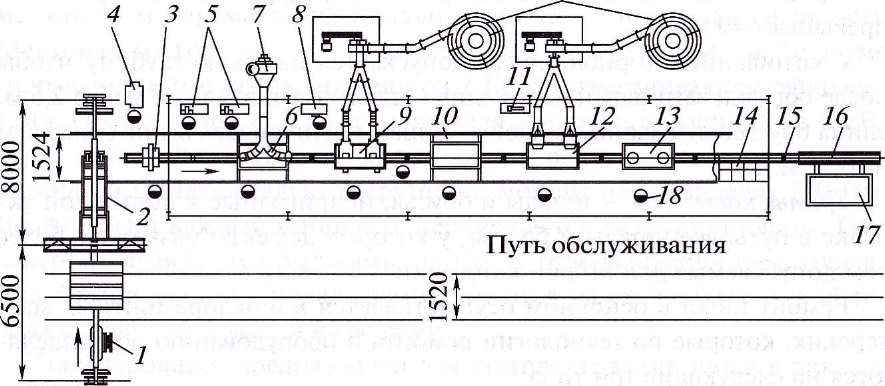 Рис. 3.14. Схема стендовой шпалоремонтной мастерской: 1 — электрическая таль ТЭ-2-230; 2 — шпалопитатель; 3 — костылеискатель; 4 — круглопильный станок; 5 — станок для нарезки винтов; 6 — шпало- очистительный станок; 7 — вентиляция; 8 — ножеточильный станок; 9 — станок для зарубки шпал; 10 — станок для стяжки шпал; 11 — точильно-шлифовальный станок; 12 — станок для сверления шпал; 13 — гидропресс для запрессовки втулок; 14 — установка для покрытия шпал гидроизоляцией; 15 — электророльганг;
16 — шпалосбрасыватель; 17 — ящик-сборщик для готовых шпал; 18 — рабочий
Рис. 3.14. Схема стендовой шпалоремонтной мастерской: 1 — электрическая таль ТЭ-2-230; 2 — шпалопитатель; 3 — костылеискатель; 4 — круглопильный станок; 5 — станок для нарезки винтов; 6 — шпало- очистительный станок; 7 — вентиляция; 8 — ножеточильный станок; 9 — станок для зарубки шпал; 10 — станок для стяжки шпал; 11 — точильно-шлифовальный станок; 12 — станок для сверления шпал; 13 — гидропресс для запрессовки втулок; 14 — установка для покрытия шпал гидроизоляцией; 15 — электророльганг;
16 — шпалосбрасыватель; 17 — ящик-сборщик для готовых шпал; 18 — рабочий
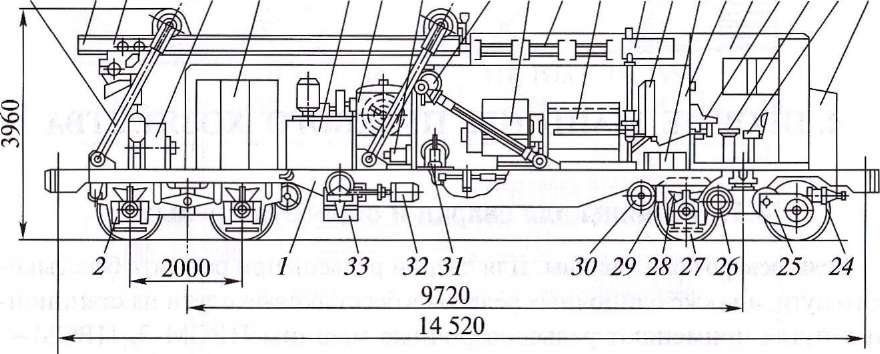 Рис. 4.1. Путевая рельсосварочная самоходная машина ПРСМ-3: 1 — рама машины; 2 — ходовая двухосная моторная тележка; 3 — портальная качающаяся рама; 4 — стрела; 5 — электрическая таль; 6 — контактно-сварочная головка; 7— шкаф электросварочной аппаратуры; 8— насосная станция; 9— охлаждающий агрегат; 10 — насосная установка системы охлаждения; 11 — расходный топливный бак; 12 — генератор; 13 — пускорегулирующее сопротивление; 14 — дизель; 15 — система выхлопа дизеля; 16 — водяной и масляный радиаторы дизеля; 17— аккумуляторная батарея; 18— кузов; 19— кабина управления; 20— пультуправ- ления; 21 — контроллер; 22 — сиденье машиниста; 23 — запасной топливный бак; 24— тормоз; 25 — осевой редуктор; 26— тяговый электродвигатель; 27— колесная пара; 28 — рессорная подвеска; 29 — рама тележки; 30 — ручной тормоз; 31 — компрессор; 32 — электродвигатель; 33 — лебедка для подтягивания рельсов
Рис. 4.1. Путевая рельсосварочная самоходная машина ПРСМ-3: 1 — рама машины; 2 — ходовая двухосная моторная тележка; 3 — портальная качающаяся рама; 4 — стрела; 5 — электрическая таль; 6 — контактно-сварочная головка; 7— шкаф электросварочной аппаратуры; 8— насосная станция; 9— охлаждающий агрегат; 10 — насосная установка системы охлаждения; 11 — расходный топливный бак; 12 — генератор; 13 — пускорегулирующее сопротивление; 14 — дизель; 15 — система выхлопа дизеля; 16 — водяной и масляный радиаторы дизеля; 17— аккумуляторная батарея; 18— кузов; 19— кабина управления; 20— пультуправ- ления; 21 — контроллер; 22 — сиденье машиниста; 23 — запасной топливный бак; 24— тормоз; 25 — осевой редуктор; 26— тяговый электродвигатель; 27— колесная пара; 28 — рессорная подвеска; 29 — рама тележки; 30 — ручной тормоз; 31 — компрессор; 32 — электродвигатель; 33 — лебедка для подтягивания рельсов
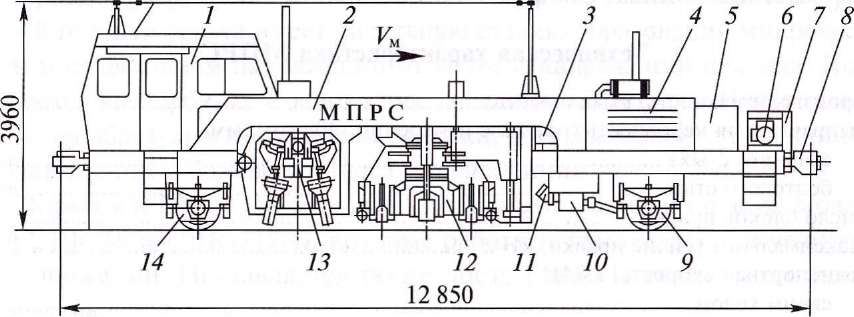 Рис. 4.2. Машина для правки стыков рельсов в пути МПРС: / — кабина управления; 2 — рама; 3 — оборудование объемного гидропривода; 4 — силовой дизельный агрегат ЯМЭ-238-М2; 5 — топливный бак; 6 — бензо- электрический агрегат АБ4-Т230-ВПМЗ-Ж; 7— силовой электрический щит; 8— автосцепка; 9, 14— приводная и неприводная колесные пары; 10— трансмиссия; 11 — гидромотор рабочего передвижения; 12 — блок правки стыков рельсов; 13 —
подбивочный блок
Рис. 4.2. Машина для правки стыков рельсов в пути МПРС: / — кабина управления; 2 — рама; 3 — оборудование объемного гидропривода; 4 — силовой дизельный агрегат ЯМЭ-238-М2; 5 — топливный бак; 6 — бензо- электрический агрегат АБ4-Т230-ВПМЗ-Ж; 7— силовой электрический щит; 8— автосцепка; 9, 14— приводная и неприводная колесные пары; 10— трансмиссия; 11 — гидромотор рабочего передвижения; 12 — блок правки стыков рельсов; 13 —
подбивочный блок
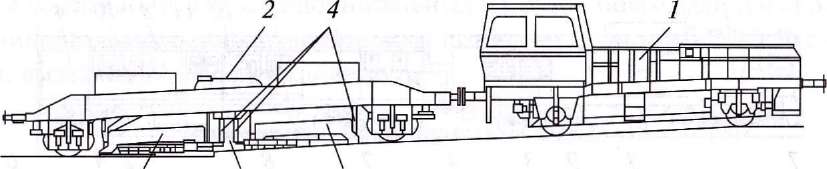 Рис. 4.3. Виброшлифовальная машина GWM-220: 1 — тяговая единица; 2 — платформа с рельсошлифовальным оборудованием; 3 — суппорт с абразивными сегментами; 4 — гидроцилиндр; 5 — вибропривод
Рис. 4.3. Виброшлифовальная машина GWM-220: 1 — тяговая единица; 2 — платформа с рельсошлифовальным оборудованием; 3 — суппорт с абразивными сегментами; 4 — гидроцилиндр; 5 — вибропривод
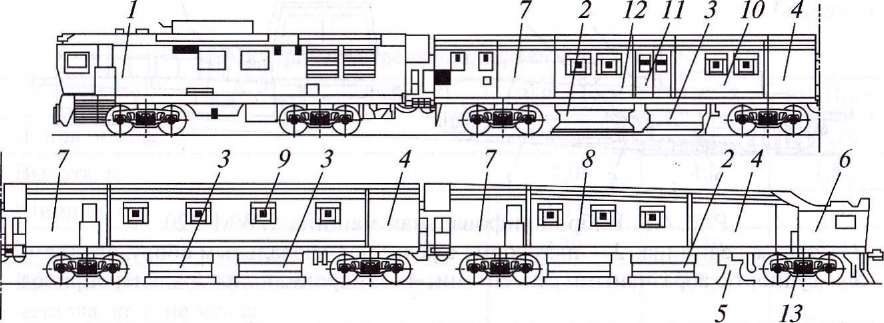 Рис. 4.4. Схема рельсошлифовального поезда РШП-48: 1 — тягово-энергетическая секция; 2 — шлифовальная профилирующая тележка; 3 — шлифовальная тележка; 4 — водяной бак; 5— измерительная тележка; 6— кабина управления; 7—кабина оборудования; 8 — кабина-столовая; 9 — жилая кабина; 10— кабина-склад; 11 — погрузочная кабина; 12— кабина-мастерская; 13 — ходовая
тележка КВЗ
Рис. 4.4. Схема рельсошлифовального поезда РШП-48: 1 — тягово-энергетическая секция; 2 — шлифовальная профилирующая тележка; 3 — шлифовальная тележка; 4 — водяной бак; 5— измерительная тележка; 6— кабина управления; 7—кабина оборудования; 8 — кабина-столовая; 9 — жилая кабина; 10— кабина-склад; 11 — погрузочная кабина; 12— кабина-мастерская; 13 — ходовая
тележка КВЗ