6.2.1. Совершенствование процесса формирования технологических решений.Проектное технологическое решение — это описание технологических объектов и их взаимодействий, обеспечивающих достижение заданного множества результатов и их значений, соответствующих фиксированному множеству условий функционирования технологического объекта. Объектами проектных технологических решений, формируемых в САПР ТП, являются ТП и их элементы. Термин «формирование» указывает на многоэтапный характер рассматриваемого процесса. Особо подчеркнем, что автоматизированная система оказывает поддержку лишь процессу формирования. Принятие решения остается прерогативой человека.
Технологическое проектное решение (TR) может быть формально представлено через характеристики его объекта:
TR = <H, F, S, Z>, (6.1)
где Н — множество характеристик объекта проектирования, определяющих его взаимодействие с внешней средой; F — множество функций объекта проектирования; S — структура объекта проектирования; Z— множество параметров объекта проектирования.
Указанные множества назовем компонентами формального представления объекта проектного технологического решения. Каждое из множеств состоит из отдельных элементов (табл. 6.1), содержание каждого из которых может быть представлено значением некоторой переменной соответствующего типа.
Проектное технологическое решение может быть получено в результате алгоритмического выполнения поставленной задачи проектирования. При этом, как правило, формируется его единственный вариант.
Методология принятия решений базируется на другом подходе. Вначале генерируют множество возможных вариантов решений, ведущих к достижению цели. Затем выполняют отбор (селекцию) возможных вариантов, часто совмещаемые с оптимизацией, в результате чего определяют единственный (оптимальный) вариант решения. Указанные процедуры выполняют на каждом этапе процесса проектирования.
Таблица 6.1
Компоненты представления объектов решений
Объект
Компонент
Содержание компонента
Оборудование
Н
Группа, тип, наименование, модель; параметры рабочего пространства; вид и параметры соединительных поверхностей; список типов и геометрических параметров обрабатываемых поверхностей; список приспособлений и диапазоны измерения показателей качества
F
Список реализуемых технологических методов
S
Компоновочная схема; система координат; характеристики движений рабочих органов
Z
Класс; мощность приводов; диапазоны изменений режимов обработки; коэффициент машино-часа; стоимость
Приспособление станочное специальной конструкции
Н
Наименование операции, приспособления; модель станка; код схемы установки; габаритные размеры приспособления; вид и параметры посадочных элементов; список базовых поверхностей заготовки, их характеристики и размеры; параметры точности установки заготовки
F
Установка и закрепление заготовки; обеспечение выполнения содержания операции
S
Схема установки заготовки; конструкция (сборочный чертеж, спецификация, рабочие чертежи деталей)
Z
Сила и время закрепления; стоимость и масса приспособления
Инструмент (режущий)
Н
Группа, тип, наименование, марка; материал и параметры посадочных поверхностей
F
Реализуемый технологический метод
S
Конструктивная схема
Z
Физико-механические свойства материалов режущей и посадочной поверхностей
Заготовка
Н
Характеристики геометрической формы, качества, положение поверхностей
F
—
S
Геометрическо-технологическая модель заготовки
Z
Характеристики объемных свойств материала; масса; габаритные размеры; вид (метод) изготовления
Продолжение табл. 6.1
Маршрутный технологический процесс
Н
Данные об основном материале, исходной заготовке, вспомогательных и комплектующих материалах; коды материалов; коды единиц величин; нормы расхода; номера цеха, участка, рабочего места; код и наименование оборудования; информация об оснастке
F
Содержание операции
S
Номер, код, наименование операции в технологической последовательности
Z
Трудозатраты
Технологическая операция
Н
Обозначение, наименование детали; марка и твердость материала; наименование операции; модель оборудования; данные об устройстве и обозначение управляющей программы ЧПУ; вспомогательный и режущий инструмент, наладочные размеры; количество деталей в партии
F
Содержание переходов
S
Номер и содержание переходов; число рабочих ходов
Z
Норма подготовительно-заключительного времени; размеры обрабатываемой поверхности; режим обработки; основное, вспомогательное и штучное время
ТП может быть условно представлен последовательностью (цепочкой) векторов перевода качества, начало которой находится в зоне допустимых значений входных показателей качества (/), а конец — в зоне допустимых значений выходных (О) показателей качества предмета производства (рис. 7.2). Различие вариантов 4 и 5 заключается в том, что вариант 4 по завершении процесса формирования решения не привел к достижению его цели. В варианте 5 на завершающем этапе процесса формирования был найден модифицирующий (изменяющий) решение вектор, позволивший достичь поставленной цели (на рисунке показан пунктиром). Вариант 5 также является возможным вариантом, который можно рассматривать наряду, например, с вариантами 2, 3 при выборе единственного из них.
Формированию и принятию решения предшествует возникновение соответствующей ситуации. В производственной практике эта ситуация может быть связана, например, с необходимостью разработки ТП изготовления данной детали. Характеристики желаемого объекта решения (объекта проектирования, TR ) фиксируют (иногда в неявной форме) в техническом задании на проектирование:
(6.2)
где НI, FI, SI, ZI— компоненты формального представления желаемого объекта проектирования.
Рис. 6.2. Векторная интерпретация многоэтапного формирования проектного технологического решения:
I, О — зоны входных и выходных допустимых значений показателей качества предмета производства; 1 — идеальное решение; 2, 3 — альтернативные варианты решений; 4 — вариант, не приведший к достижению цели (решение не принято); 5 — модифицируемое на последнем этапе решение
Часто при описании желаемого объекта проектирования, ограничиваются лишь двумя компонентами:
(6.3)
Компоненты совокупно определяют цель решения. Множество Н1включает входные и выходные характеристики взаимодействия с внешней средой желаемого объекта проектирования.
При технологическом проектировании геометрическо-технологическую модель предмета производства (например, детали) считают априори известной.
Формирование проектного технологического решения можно представить в виде схемы
(6.4)
где индексом «О» помечены характеристики принятого решения.
Полностью принятое решение представляют в виде
(6.5)
Желаемое и принятое решения, как правило, не совпадают (не являются тождественными) ни полностью, ни в отдельных компонентах:
(6.6)
Вместе с тем принятое решение должно соответствовать техническому заданию, как по составу, так и по значениям переменных, характеризующих объект проектирования
Структура объекта принятого решения может быть тождественна структуре желаемого объекта или включать последнюю, т. е. быть избыточной. Достижение цели решения обычно контролируют, сопоставляя характеристики Н, F, Z желаемого объекта и объекта принятого решения. С позиций оценивания результатов проектирования структуру объекта проектирования обычно не используют в качестве критерия при сравнении решений.
Если компоненты объекта принятого решения тождественны компонентам желаемого объекта решения, то решение является идеальным. Проектные технологические решения обычно носят многовариантный характер. Достижению цели решения может соответствовать множество альтернативных вариантов структуры его объекта (например, ТП). Принятие проектного решения — действие над множеством альтернатив, в результате которого вначале формируют подмножество выбранных альтернатив, а в завершении — единственный (принятый) вариант решения.
При принадлежности объектов проектных решений одному и тому же функциональному классу (например, ТП, операций) между решениями (объектами решений) могут быть определены отношения тождества, эквивалентности, подобия.
Сравниваемые решения и тождественны ( ) если:
они относятся к одному и тому же объекту решения;
справедливы условия
(6.7)
Подчеркнем, что символ тождества относится здесь к составам множеств характеристик и структуре сравниваемых объектов.
Значения элементов множеств могут различаться, но решения все равно будут считаться тождественными. На идее использования тождественности объектов проектирования основана автоматизация проектирования ТП с использованием аналогов или технологической параметризации.
Решения и эквивалентны если ( = ),
(6.8)
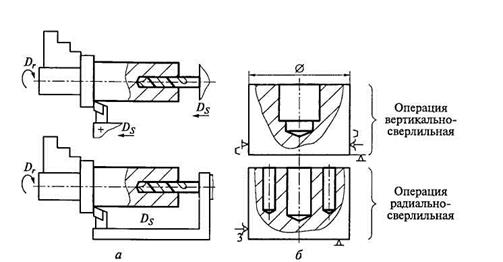
Пример эквивалентности решений для объекта проектирования — технологической операции показан на рис. 6.3, а.
Решения TR и TR подобны, если подобны характеристики взаимодействия с внешней средой и функции их объектов:
Иллюстрация подобия технологических решений для объекта проектирования — технологической операции показана на рис. 6.3, б.
Оценки подобия объектов проектирования могут быть определены формально. Каждому объекту проектирования может быть поставлен во взаимно однозначное соответствие информационный объект, описывающий его.
Рис. 6.3. Иллюстрация отношений проектных технологических решений:
а — эквивалентности; б — подобия
6.2.2. Автоматизация выбора технологических баз. Выбор технологических баз – важнейший этап проектирования ТП. В современных САПР ТП он практически не автоматизирован – принятие необходимого решения полностью возлагается на пользователя.
Сложность заключается в следующем:
· система должна «опознавать» заготовку как единый (целостный) объект в любом из ее промежуточных состояний.
· база данных о текущем состоянии заготовки должна быть динамической;
· должен быть организован автоматизированный отбор вариантов СУ заготовки с целью обеспечения заданного качества обработки.
Общее решение задачи разделения подмножеств обрабатываемых и необрабатываемых поверхностей заготовки затруднительно, поэтому при разработке САПР ТП возможно использование комплектов частных решений для отдельных групп и типов оборудования на основе ряда упрощающих допущений.
Выбор технологических баз может быть автоматизирован путем создания одноименного модуля в составе САПР ТП.
6.2.3. Прогнозирование качества изделия. Основной целью проектирования ТП является гарантированное при его реализации достижение заданного качества изделия. Ни одна из существующих САПР ТП не обладает возможностью прогнозирования ожидаемого качества изделия при реализации проектных решений, сформированных с ее помощью. Более того, прогнозирование ожидаемого качества не выполняют и при неавтоматизированном (традиционном) проектировании ТП. Однако, если в последнем случае отсутствие прогнозирования ожидаемого качества объяснимо физической невозможностью выполнения необходимых расчетов, то в САПР ТП такая возможность существует.
Для любой (N-й) операции или группы операций могут быть получены соотношения вида
где КN — значение сформированного после N-й операции показателя качества; HN— коэффициент трансформации свойств изделия по отношению к исходным (Км).
При известных структуре процесса и параметрах трансформации свойств для каждой операции можно определить закономерности трансформации свойств для всего формируемого ТП. Введя необходимые критерии, можно решать задачи оптимизации значений показателей качества для каждого этапа (операции) ТП.
6.2.4. Направленное формирование свойств изделий.Автоматизация синтеза структур маршрутных ТП, например, изготовления деталей машин позволит полноценно реализовать концепцию направленного формирования свойств изделий [4]. Данная концепция базируется на представлении формирования показателей качества изделий при их изготовлении совокупностью процессов изменения и сохранения свойств предмета производства.
Изменение свойств связано с воздействием на предмет производства технологических сред уровней отдельных операций, а сохранение свойств обусловлено взаимодействием предмета производства со средами технологических процессов.
Отличительной особенностью предложенной концепции, принципиально отличающей ее от существующих, является то, что при принятии необходимых для изготовления изделий технологических решений учитываются возможные изменения значений всей совокупности показателей качества, а не некоторых из них. Последнее возможно только при использовании современной вычислительной техники, информационных и CALS-технологий [5], что является одним из основных условий реализации концепции.
6.2.5. Интеграция САПР ТП в системы поддержки и управления ЖЦИ.Проблема объединения автоматизированных систем, обеспечивающих поддержку отдельных этапов ЖЦИ, в интегрированную систему поддержки и управления ЖЦИ исключительно актуальна. Основным инструментом ее реализации являются CALS-технологии [5].
В основе концепции CALS-технологий лежит использование единого информационного пространства (интегрированной информационной среды), обеспечивающего единообразные способы информационного взаимодействия всех участников ЖЦИ: заказчиков, поставщиков (производителей) продукции, эксплуатационного и ремонтного персонала.
Многие фирмы — разработчики средств автоматизации уже сегодня выпускают программные комплексы, ориентированные на использование в интегрированных системах поддержки ЖЦИ. Это, например, CAD/CAM/CAPP/PDM-системы.
Через PDM-систему осуществляется связь с системами управления предприятием. Развитие концепции поддержки ЖЦИ привело к идее построения комплексов программных продуктов, призванных обеспечить «прозрачность» и управляемость всех процессов, которые сопровождают любое изделие: маркетинга, проектирования, производства, эксплуатации и утилизации. Такие автоматизированные системы называют PLM-системами, или системами управления ЖЦИ.
На машиностроительных предприятиях объединяющие информационные системы внедряют поэтапно. Создание PLM-систем практически невозможно без отлаженной методологии и опыта эксплуатации CAD/CAM/CAE/CAPP/PDM-систем в технических подразделениях и ERP-систем в хозяйственно-экономических службах.
6.2.6. Внедрение новых методологий проектирования.Необходимость обеспечения высокого качества конструкторско-технологического проектирования сложных изделий при сокращении времени проектирования привела к разработке новых методологий проектирования.
Одной из таких методологий, получивших в последнее время широкое распространение в промышленно развитых странах, является методология Concurrent Engineering (СЕ-проектирование). В ее основе лежат принципы:
• единовременность — выполнение взаимосвязанных задач в одно и то же время при максимальном использовании преимуществ управления взаимосвязанной деятельностью;
• интеграция — связывание процессов через общее управление или отчетную информацию, либо управление независимыми заданиями;
• предвидение последствий проектных решений начального этапа проектирования для ЖЦИ.
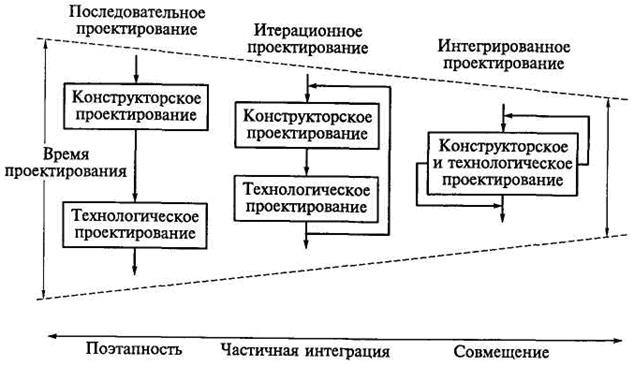
СЕ-проектирование позволяет в значительной мере совместить процессы формирования конструкторских и технологических решений и существенно сократить длительность технической подготовки производства рис. 6.4.
Рис.6.4. Развитие методологии проектирования
Эффективному внедрению СЕ-проектирования в производство способствует выполнение трех основных условий:
• создание междисциплинарных рабочих групп, включающих специалистов разного профиля (конструкторов, технологов, маркетологов и т.д.), объединенных общей целью — созданием конкурентоспособного изделия;
• организация работы всех участников групп в локальной сети с обменом информацией через общую базу данных в соответствии с уровнями доступа;
• разработка автоматизированных, CALS-совместимых средств, обеспечивающих поддержку формируемых проектных решений в соответствии с фирменным стилем предприятия.
При создании междисциплинарных групп должны быть разработаны и утверждены соответствующими нормативными документами процедуры принятия решения.
На сегодняшний день СЕ-проектирование не обладает процедурной частью, достаточной для ее эффективного внедрения в отечественном машиностроении. Вместе с тем в мировой практике известен ряд успешных и полноценных реализаций СЕ-проектирования, позволяющих, в частности, сократить длительность производственно-технологического цикла изготовления наукоемких изделий на 35... 50 %.
Одним из направлений реализации СЕ-проектирования является методология DFMA (Design for Manufacture and Assembly), базирующаяся на методиках:
• проектирования с учетом требований сборки DFA (Design for Assembly);
• проектирования с учетом требований изготовления деталей DFM (Design for Manufacture);
• проектирования с учетом требований конкурентоспособности DFC (Design for Competitiveness).
Каждая из указанных методик реализована в соответствующих экспертных компонентах. Целью их применения является упрощение конструкции изделия исходя из структуры ТП его сборки и изготовления деталей.
По своей сути модули DFA, DFM, DFC обеспечивают отработку конструкции на технологичность, выполняемую не только с позиций изготовления машины, но и с учетом характеристик ее жизненного цикла. Практическая реализация данной методологии и создание соответствующих средств автоматизации являются делом будущего.

 ) фиксируют (иногда в неявной форме) в техническом задании на проектирование:
) фиксируют (иногда в неявной форме) в техническом задании на проектирование: (6.2)
(6.2)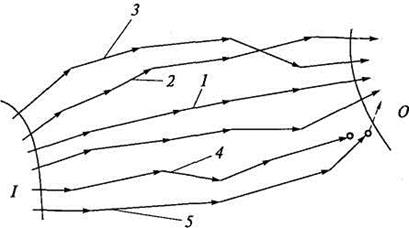
 (6.3)
(6.3) совокупно определяют цель решения. Множество Н1 включает входные и выходные характеристики взаимодействия с внешней средой желаемого объекта проектирования.
совокупно определяют цель решения. Множество Н1 включает входные и выходные характеристики взаимодействия с внешней средой желаемого объекта проектирования. (6.4)
(6.4) (6.5)
(6.5) (6.6)
(6.6) и
и  тождественны (
тождественны ( 
 (6.7)
(6.7) (6.8)
(6.8) и TR
и TR  подобны, если подобны характеристики взаимодействия с внешней средой и функции их объектов:
подобны, если подобны характеристики взаимодействия с внешней средой и функции их объектов: