Применительно к задаче выбора режимов резания на технологическом переходе к числу входных конструкторских параметров Рк относятся: марка конструкционного материала, тип обрабатываемой поверхности и ее геометрические параметры, качество поверхностного слоя до и после обработки. К числу технологических параметров Рт относятся: величина снимаемого припуска, глубина резания, подача, скорость, стойкость инструмента, характеристики режущего инструмента, используемая СОЖ и др.
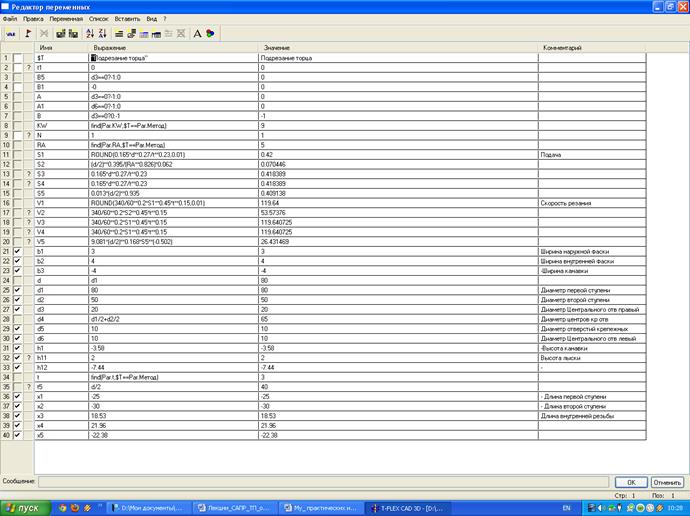
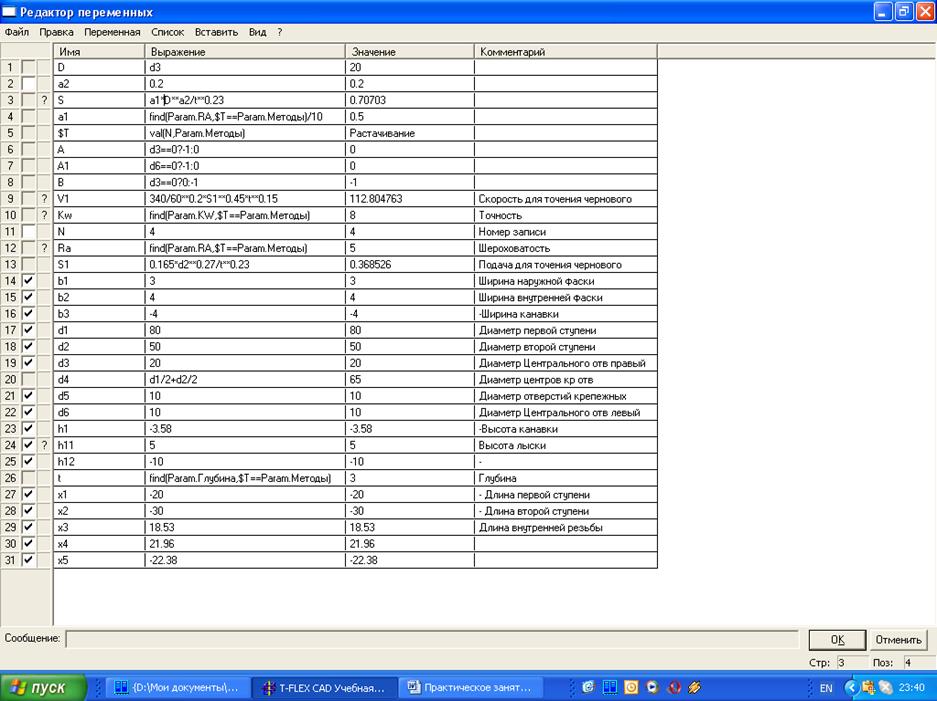
Множество переменных Рк и Рт, которые участвуют в расчетах режимов
резания глубина резания t, подача S, скорость V для чернового точения
поверхности Ф32 (рис.7.1) и соотношения, реализующие связи ними, пока
заны на рис. 7.2.. Конструкторская информация (марка материала детали,
тип поверхности, диаметр) передается на вход модели параметризован
ного чертежа втулки, технологическая информация (переход, качество по
сле обработки поверхности) передается из технологического процесса
Рис.7.1. Эскиз параметризованного фланца
Рис.7.2. Переем енные и связи между ними параметризованной втулки.
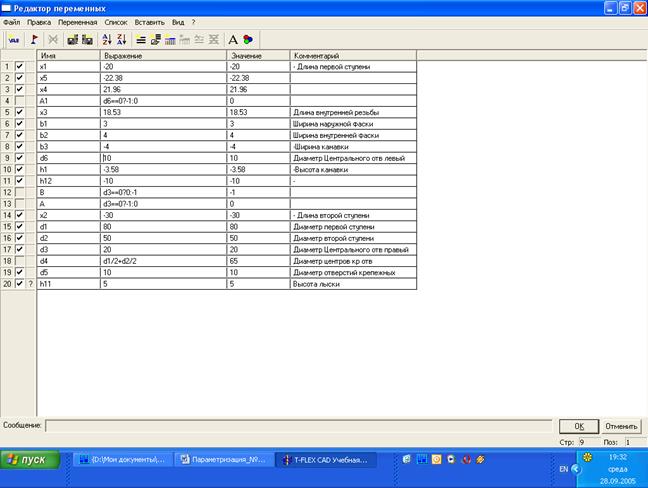
Рис.7.3. Переменные параметризованного чертежа
Рис.7.4. Перечень деталей класса «фланец»
Рис.7.5.
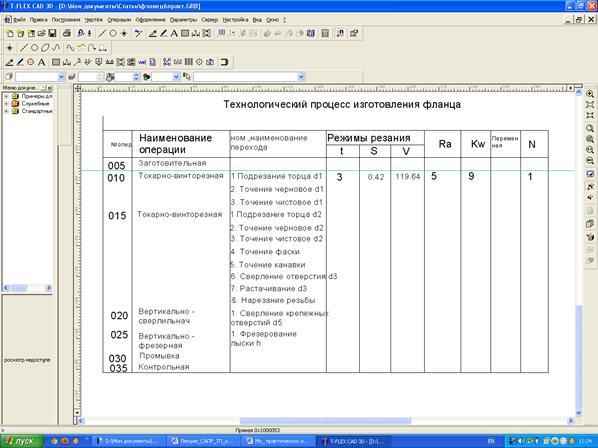
Расчет параметров ТП с использованием типовых ТП
Режимы резания и параметры Ra и Kw рассчитываются по таблице 5.5
Таблица 5.5
Режимы резания и параметры Ra и Kw
Режимы
резания
Обтачивание
черновое
Обтачивание
чистовое
Подрезание
торца
Растачивание
Сверление
Глубина
t [мм]
D/2
Подача
S[мм/об]
0.165*D**0.27/
t**0.23
(D/2)**0.395/
(Ra**0.826)*0.062
0.165*D**0.27/
t**0.23
0.165*D**0.27/
t**0.23
0.013*(D/2)**0.935
Скорость
[м/мин]
340/60**0.2*S**
0.45*t**0.15
340/60**0.2*S**
0.45*t**0.15
340/60**0.2*S**
0.45*t**0.15
340/60**0.2*S**
0.45*t**0.15
9.081*(D/2)**0.168*
S**(-0.502)
Ra
2.5
Kw
Рис. 7.6.
Множество переменных Рк и Рт, которые участвуют в расчетах режимов
резания глубина резания t, подача S, скорость V для чернового точения
поверхности Ф32 (рис.2) и соотношения, реализующие связи ними, пока
заны в таблице 1. Конструкторская информация (марка материала детали,
тип поверхности, диаметр) передается на вход модели параметризован
ного чертежа втулки, технологическая информация (переход, качество по-
Рис.7.7. Эскиз втулки
сле обработки поверхности) передается из технологического процесса
Набор технологических моделей чернового и чистового обтачивания,
сверления, точения канавки и фаски, поиска мерительного и режущего ин
струмента позволяет осуществить автоматическую настройку
технологических параметров на изменения параметров конструкции
(показателей качества, марки конструкционного материала, посадок и
размеров в заданных пределах). В результате указанной настройки
осуществляется расчет параметров ТП и заполнение технологической до
кументации в автоматическом режиме
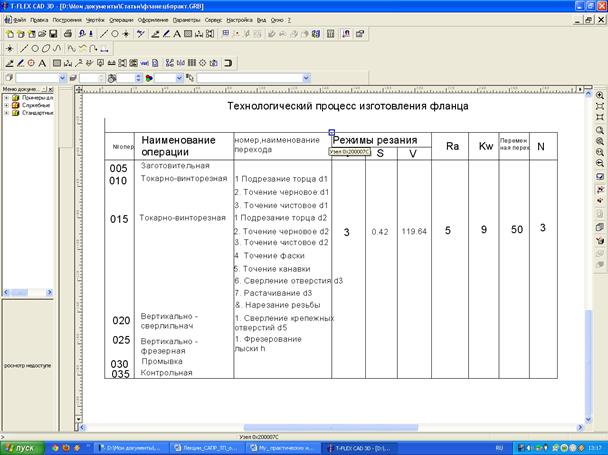
Кроме того возможно отслеживать изменение структуры ТП при измене
нии параметров Рк, используя возможности типизации при проектирова
нии ТП. Если, например, использовать параметризованную конструкцию
втулки как деталь-представитель класса тех вращения с небольшим удли
нением L/D<2, то ТП данной втулки можно настраивать на ТП деталей
рассматриваемого класса. Если в качестве обрабатываемой детали рас
сматривать обычный 2-х ступенчатый вал (отсутствуют канавки 8 и 9, и
отверстие 7), то в ТП автоматически исключаются переходы, связанные с
обработкой этих поверхностей. Используя логические выражения, отра
жающие последовательность обработки поверхностей, возможны более
сложные варианты автоматического выбора структуры ТП.
Таблица5.6
Связь между переменными при расчете режимов резания