Программируемый микропроцессорный контроллер (ПМК )- этоспециализированная управляющая микроЭВМ, предназначенная для функционирования в локальных и распределенных системах управления согласно фиксированным программам. По назначению выделяют ПМК логического (ПЛК), регулирующего и координирующего типа. ПЛК реализуют релейные и логические схемы, командные аппараты. Регулирующие ПМК заменяют аналоговые (напр, автоматические мосты), импульсные и цифровые регуляторы. Координирующие ПМК используются как задатчики или координирующие ЭВМ в распределенных системах управления. ПМК программируют обычно от ПЭВМ.
Промышленные программируемые логические контроллеры (ПЛК) - это технические средства автоматизации, предназначенные для приема, хранения, преобразования, обработки (логической, арифметической) информации и выработки команд управления, созданные на базе микропроцессорной техники и являющиеся специализированными управляющими ЭВМ, предназначенными для работы в локальных и распределенных АСУ ТП.
Они впервые появились в конце шестидесятых годов в автомобильной промышленности США в результате слияния трех направлений техники:
- релейно-контактная и бесконтактная электроавтоматика (основа ПЛК);
- цикловое программное управление (принцип управления ПЛК);
- микропроцессорная техника (элементная база ПЛК).
Первоначально производством ПЛК занимались компьютерные фирмы (DEC, Modicon, Entrekin Computers), но позже к их разработке подключились и электротехнические фирмы (General Electric, Allen Bradley, ISSC), которые выпускали устройства электроавтоматики и лучше знали потребности промышленности. Поэтому их ПЛК были более удобны в программировании и ориентированы на заводских специалистов (электриков, наладчиков). В настоящее время производством и внедрением ПЛК занимаются десятки ведущих мировых фирм, среди которых в нашей стране наиболее известны: Siemens (29%), Rockwell Automation (16%), Mitsubishi (12%), Schneider (9%), Omron (8,5%), Funuc (3,5%), Koyo Electronics, Marpos, Festo, ABB, Bosch и др.
Интересно отметить, что порог рентабельности ПЛК постоянно снижался, и если в 70-е годы считалось, что экономически выгодно заменять контроллером систему электроавтоматики из 100 реле (в 80-е годы - из 60, в 90-е годы - из 20), то в настоящее время эта цифра опустилась до нескольких единиц.
Быстродействие ПЛК обеспечивается двумя процессорами. Обеспечивается подключение до 128 входов-выходов и блока расширения. Язык программирования - технологическое программирование: набор логических операций.
Управляющий вычислительный (УВК) или программно-технический комплекс (ПТК) - это совокупность микропроцессорных средств автоматизации (программируемые логические контроллеры, локальные регуляторы, устройства связи с объектом), дисплейных панелей операторов и серверов, промышленных сетей, связывающих между собой перечисленные компоненты, а также промышленного программного обеспечения всех этих составных частей, предназначенная для создания распределенных АСУ ТП промышленных предприятий.
Конкретные комплексы технических средств состоят из сотен и тысяч различных типов, типоразмеров, модификаций и исполнений приборов и устройств. ПТК может иметь информационную сеть, соединяющую пульты оператора между собой и с сервером сети, с выходом на информационную сеть предприятия.
Полевая сеть ПЛК (нижний уровень) связывает контроллеры с блоками ввода-вывода, выделенными в отдельные конструктивы и вынесенные к местам расположения датчиков и исполнительных механизмов.
ПТК различаются в зависимости от набора выполняемых функций.
1. Контроллер на базе персонального компьютера (ПК). Сфера использования – небольшие достаточно замкнутые промышленные объекты, специализированные системы автоматизации в научных лабораториях, медицине и т.п. Общее число входов/выходов не превышает нескольких десятков, выполняемые функции – достаточно сложная обработка измерительной информации. Программирование ведут на языке высокого уровня типа С++. Условия использования должны быть близки к офисным.
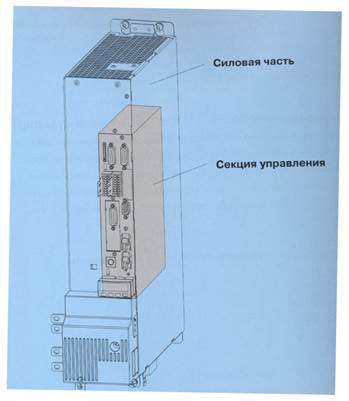
2. Локальный контроллер – программируемый логический контроллер (ПЛК). Используются ПЛК непосредственно встроенные в оборудование (станки с программным оборудованием, аналитические приборы) и автономные, управляющие небольшим, достаточно изолированным технологическим объектом. На рис. 2, 3 приведены примеры встраиваемых в оборудование модулей управления фирмы Rexroth Bosch Group (Германия).
Рис. 2. Общий вид секции управления (ПЛК) встроенной в оборудование.
Рис. 3. Пример компоновки секции управления, подключаемой к шине Рrofibus.
ПЛК рассчитаны на десятки входов/выходов от датчиков и исполнительных механизмов; их вычислительная мощность относительно невелика; они реализуют простейшие типовые функции обработки измерительной информации, логического управления, регулирования. На рис. 4, 5, 6 представлены структурные схемы и примеры использования в мясной отрасли простейшего контроллера МПР51-Щ4 - регулятора температуры и влажности, программируемого по времени, фирмы Овен (Россия).
3. Сетевой комплекс контроллеров. Этот класс ПТК является наиболее широко распространенным средством управления во всех отраслях промышленности, в том числе на предприятиях мясной и молочной промышленности. Минимальный состав такого ПТК включает ряд контроллеров, несколько дисплейных пультов операторов, промышленную сеть, соединяющую контроллеры и пульты между собой.
4. Распределенные системы управления малого масштаба (РСУ). Отличаются от сетевых комплексов большей мощностью. РСУ охватывают отдельные цеха и участки производства и в дополнение к функциям контроля и управления могут решать задачи статической и динамической оптимизации объекта.
5. Полномасштабные распределенные системы управления. Такие системы практически не имеют границ ни по выполняемым функциям, ни по объему производственного объекта. Используются для автоматизации всей производственной деятельности крупного предприятия.
Примеры известных современных отечественных и зарубежных ПТК, применяющихся в мясной, молочной и других отраслях пищевой промышленности:
- «SIMATIC», группа «Siemens» (Германия), Департамент «A&D» www.siemens.ru/ad/as;
- «ТЕХНОКОНТ» НПО «Texнокoнт», г. Москва, www.technocont.ru;
- «Proleit», группа SIMENS (Германия);
- «OMRON» (Япония);
- «BOSCH» (Германия);
- «DANNFOS» (Франция-Германия);
- «HASSIA» (Германия-Голландия);
- «BǕRKERT» (Германия);
- «GEMǕ» (Германия);
- «TUCHEN-HAGEN» (Германия), Тетрапак;
- «КВИНТ» ОАО Чебоксарское НПП «Элара», www.elara.ru:
- «ТОРНАДО» Компания «МС Торнадо», г. Новосибирск, www.tornado.nsk.ru;
- «ТЕХНОКОНТ» НПО «Texнокoнт», г. Москва, www.technocont.ru;
- Allen Bradley-Rockwell Software (AB-RS) фирма «Rockwell Automation» (США), www.software.rockwell.com.
Рис. 4. Управление температурно-влажностным режимом при термической обработке мясопродуктов к термокамере.
При термообработке и копчении мясопродуктов в термокамере требуется не только точное поддержание определенной температуры и влажности на каждой стадии процесса, но и периодическое включение дополнительных устройств, например, дымогенератора или вентилятора. Для этого, помимо реле 2 для управления ТЭНом и двух реле (реле 3 и реле 4), обеспечивающих непрерывное поступление пара в камеру, в схеме задействованы транзисторные ключи для управления вспомогательными устройствами.
На рис. 5 даны примеры выполнения программы поддержания заданных параметров температуры и влажности воздуха в термокамере.
Рис. 5. Графики температуры и влажности заданного температурно-влажностного режима в термокамере.
На рис. 6 приведен пример управления температурно-влажностным режимом варочного шкафа программируемым по времени регулятором температуры и влажности ОВЕН МПР51-Щ4.
Технология изготовления некоторых вареных колбас требует соблюдения особого температурного режима, суть которого заключается в необходимости поддержания заданной разности температур ΔТ в камере (Т сух) и внутри продукта. Превышение этой величины может привести к разрыву оболочки батонов и порче продукции. Для выполнения условия ΔТ ≤ А, где ΔТ = Т сух – Т прод; А – максимально допустимая разность температур, в МПР51-Щ4 используется компаратор 1, который в случае превышения ΔТ заданного значения блокирует включение реле 2, подающего пар для нагрева камеры.
Рис. 6. Управление температурно-влажностным режимом варочного шкафа.