Непоточный метод организации производства используется в единичном и серийном производстве. В рамках непоточного метода организации выделяют единичные и партионный способы организации производственного процесса.
Единичный способ организации имеет следующие особенности:
1) предметы труда и изделия изготавливаются единичными или небольшими (10-15 шт.) неповторяющимися партиями;
2) в качестве партии предметов труда принимается количество их общей потребности;
3) используется в опытном производстве, а также на предприятиях единичного и мелкосерийного производства.
Партионный способ организации производственного процесса имеет следующие особенности:
1) предметы труда и изделия изготавливаются периодически, повторяющимися партиями определенного размера;
2) размер партии предметов труда определяется с учетом конкретных производственных условий;
3) разрабатывается специальный порядок запуска партий предметов труда в производстве;
4) имеется незавершенное производство;
5) используется на предприятиях серийного производства.
Партионное производство характеризуется следующими параметрами:
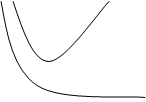
1) размер партии предметов труда. Оптимальный размер партии предметов труда обеспечивает минимизацию затрат времени и средств на подготовительно-заключительные операции и сокращение объемов незавершенного производства.
затраты
min 3
суммар- 2
ные
затраты
1
n размер партии
1-кривая затрат на подготовительно-заключительные операции
2-прямая затрат, связанных с незавершенным производством
3-суммарная величина затрат
nопт- оптимальный размер партии
n = / С,
N – количество предметов труда данного наименования, изготовляемых в течение планового периода ( лучше всего, когда плановый период равен 1 год);
З – затраты на подготовительно-заключительные операции на одну партию предметов труда;
С – себестоимость единицы продукции.
Эта формула используется на практике редко, так как она не учитывает особенности производственный процессов, поэтому практические расчеты часто ведутся следующим образом:
1) определяется минимальная величина партии предметов труда:
n = , где
tп-з – норма подготовительно-заключительного времени на партию, мин;
tшт – норма штучного времени на 1 предмет труда с учетом коэффициента выполнения норм, мин;
- коэффициент допустимых потерь времени на переналадку оборудования.
Размер : 0,05 0,1
2) nmin корректируется, чтобы быть удобным для планирования.
Для одного и того же изделия размеры партий на смежных стадиях производственного процесса должны быть равны или кратны. Корректировка осуществляется обратно ходу производственного процесса.
2)периодичность запуска – выпуска предметов труда в обработку. Определяется по следующей формуле:
Rз-в = , где
n- размер партии предметов труда после корректировок;
N – среднесуточная потребность в данном предмете труда.
На практике используют следующие периоды запуска- выпуска:
1-3-6месяцев (через каждые 1-3-6 месяцев повторяется выпуск предметов труда);
1-2-4-6-8-12 дней (так как число рабочих дней в месяце при планировании принимается равным 24).
3)заделы:
а) цикловые – партии предметов труда, которые находятся в процессе обработки;
б) складские – партии предметов труда, которые уже прошли обработку на предыдущих стадиях технологического процесса и ожидают обработки на последующих. Состоят из оборотных и страховых заделов.
Оборотные заделы возникают, если различаются размеры партий – n или периодичность запуска- выпуска – Rз-в на отдельных стадиях технологического процесса.
Страховые создаются для компенсации в случае перебоев.
Важнейшей проблемой непоточного метода организации производства является определение последовательности выполнения заказов и отдельных операций.
Целью установления оптимального порядка выполнения производственного задания используют:
1) «Правило приоритетов запуска работ в рабочие центры»;
2) «Правило критического отношения»;
3) правило Джонсона;
4) метод Петрова – Соколицына.
«Правило приоритетов запуска работ в рабочие центры» позволяет минимизировать среднее время протекания процессов, среднее время завершения изготовления заказов, а также среднее число работ в системе.
Возможно использование следующих правил:
а) «Первый пришел – первый обслужил» - обозначает, что первый оформленный заказ выполняется первым;
б) «Ранняя работа по дате исполнения» - обозначает, что заказ с ранней датой завершения выполняется первым;
в) «Кратчайшее время исполнения» - обозначает, что самый короткий по длительности заказ выполняется первым;
г) «Наиболее продолжительное время исполнения» - обозначает, что самый длинный и большой заказ выполняется первым.
Для оценки эффективности используемого правила выполнения заказов применяют следующие показатели:
1. Среднее время завершения работы =
суммарное фактическое время выполнения всех заказов
число заказов .
2. Среднее число работ в системе =
суммарное фактическое время выполнения всех заказов
суммарная длительность производственного цикла .
3. Среднее опоздание заказа =
сумма запаздывания
число заказов.
Реальные данные свидетельствуют о том, что ни одно из правил не достигает превосходства по всем критериям. Правило «кратчайшее время исполнения» обычно является наилучшим методом с точки зрения производителя, но может вызывать конфликты с потребителями заказов с длинным производственным циклом.
Задача.
Участок механической сборки получил 4 заказа – А, В, С, D.
Заказ
Длительность производ-
ственного процесса, дн.
Запланированный срок выпол-
нения заказа, дн.
А
В
С
D
Работы обозначены буквами в порядке их прибытия на участок обработки.
Расчет по правилу «Первый пришел – первый обслужил»:
Критическое отношение - показатель, характеризующий отношение планового времени оставшегося до окончания срока выполнения заказа нормативному оставшемуся времени на его исполнение:
Ко =
Показатель рассчитывается на любую дату. Если Ко < 1, то исполнение заказа отстает от расписания и поэтому этот заказ имеет наивысший приоритет. Требует внимания и наделения дополнительными ресурсами. Если Ко = 1, то работа выполняется в соответствии с планом. Если Ко > 1, то работа опережает расписание.
Задача.
Сегодня 14.01. Определить состояние производственного процесса.
Процесс
(работа)
Дата
выполнения
Нормативное
остающееся
время на вы-
полнение
процесса
Использование критического отношения позволяет эффективно корректировать производственные процессы и регулировать распределение ресурсов.
«Правило Джонсона» (расписание работ на 2 обрабатывающих центра)
Правило используется для сокращения продолжительности выполнения заказов и минимизации простоев оборудования путем нахождения рациональной последовательности выполнения работ.
Расчет выполняется в 4 этапа:
1) перечисляются все работы и сроки их выполнения;
2) выбирается работа с кратчайшей длительностью обработки;
Если это кратчайшее время приходится на первый рабочий центр, то работа записывается первой, если на второй центр, - то последней. При равенстве времени обработки очередность определяется на основе экспертной оценки.
3) Записанная работа исключается из рассмотрения;
4) 2-й и 3-й этапы выполняются для оставшихся работ.
Задача. Определить последовательность обработки предметов труда, если известно, что в соответствии с маршрутной картой работы последовательно выполняются на зуборезном и шлифовальном станках. Время выполнения заказа должно быть минимальным.
Партия предметов
труда
Продолжительность обработки, ч
зуборезный станок
шлифовальный станок
А
В
С
D
Зуборезный станок 2 3 5 7
Шлифовальный станок 4 6 2 1
0 2 5 10
Зуборезный
станок
В А С D
Шлифовальный
станок
В 6 А 12 С 14 17 D 18
простой
Существуют правила составления расписаний n-работ на 3 центра и n-работ на n центров. Расчеты выполняются в этом случае с помощью компьютеров.
Метод Петрова-Соколицына
Используется для нахождения оптимальной последовательности выполнения заказов с одинаковыми технологическими маршрутами.
Сформулированы правила очередности, обеспечивающие минимальную длительность производственного цикла:
1) предметы труда (заказы) должны обрабатываться в порядке уменьшения суммарной трудоемкости обработки от второго до последнего центра обработки;
2) предметы труда должны обрабатываться в порядке увеличения суммарной трудоемкости обработки от первого до последнего центра обработки;
3) предметы труда должны обрабатываться в порядке уменьшения разности трудоемкости обработки партии на последнем и первом центрах обработки кроме предметов труда первого и последнего наименования.
Раздел 1. Методологические основы управления инновационной деятельностью
Тема 1. Объективная необходимость нововведений как особой науки – инновационного менеджмента.
Лекция № 1
План
1.1 Понятие процессов функционирования и развития производства.
1.2 Классификация инноваций.
1.3 Стадии управления инновационным проектом.
1.4 Сущность инновационного менеджмента как процесса управления инновациями (новшествами, нововведениями) при их создании, освоении и распространении.
1.5 Функции менеджера в сфере инновационной деятельности.



 min 3
min 3 суммар- 2
суммар- 2

 затраты
затраты 1
1 размер партии
размер партии =
=  / С,
/ С, =
=  , где
, где - коэффициент допустимых потерь времени на переналадку оборудования.
- коэффициент допустимых потерь времени на переналадку оборудования. 0,1
0,1 , где
, где число заказов .
число заказов . сумма запаздывания
сумма запаздывания









 станок
станок




 Шлифовальный
Шлифовальный


 станок
станок