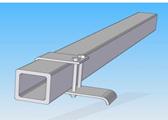
Нижний узел крепления Сквозной узел крепления
Труба плоского сечения Верхний узел крепления
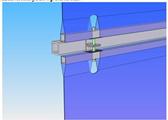
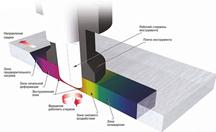
III Сварка токами высокой частоты
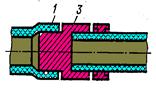
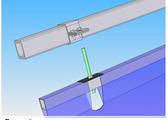
Технологическая последовательность контактной раструбной сварки
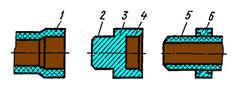
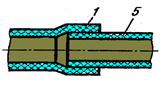
В муфту в раструб
в литой тройник1-раструб; 2-нагревательный элемент; 3-гладкий конец; 4-тройник; 5- муфта
 89
89
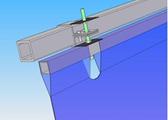
введение нагревательного элемента оплавление концов труб соединение труб
1-раструб; 2-дорн; 3-нагревательный элемент; 4-гильза; 5-гладкий конец; 6-хомут
 Свариваемые детали нагревают в высокочастотном электрическом поле. После
Свариваемые детали нагревают в высокочастотном электрическом поле. После
разогрева кромок до пластического состояния их сдавливают для получения
прочного соединения.
Нахлесточные соединения можно сваривать без скоса и со скосом кромок под
углом 45º. Ширина шва 2 – 4мм. Скорость сварки достигает 3м/мин.
 90
90
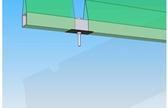
Свариваемые кромки деталей нагревают до пластического состояния теплотой, выделяющейся при трении поверхностей этих кромок друг о друга. Для сварки одну часть детали закрепляют в патроне сверлильного станка и после вращения прижимают ко второй части детали, закрепленной неподвижно в специальном приспособлении. Поскольку термопласты имеют плохую теплопроводность, трущиеся поверхности быстро нагреваются. Давление сжатия в зависимости от материала составляет 0,2 – 2 МПа.