Технические характеристики порошковой проволоки
Порошковая проволока
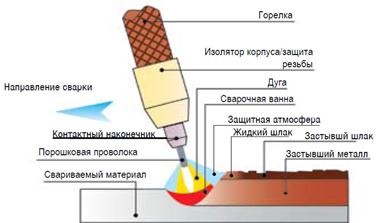
Порошковая проволока представляет собой стальную оболчку с запресованным в ней порошком. Порошковая проволока применяется как для сварки, так и для наплавки.
Совпеменная порошковая проволока изготавливается в основном пяти типов: трубчатая, трубчатая с нахлестом, с загибом в оболочке (двух типов) и двухслойная.
Порошковая проволока выпускается диаметром от 1,6мм до 3,6мм. Для оболочки используется лента из низкоуглеродистой стали марки 08 КП холодного проката в состоянии «мягкая» или «особо мягкая».
· рутило-целлюлозная;
· корбонатно-флюоритная (флюорит – плавиковый шпат);
· флюоритная;
· рутило-флюоритная;
· рутиловая
Марка
проволоки
Диаметр,
мм
Конструкция
Основные компоненты порошка
Положение
сварки
Прочность металла шва
по сравнению
с выполнеными электродами
Примечание
ПП – АН1
2,8
простая
трубчатая
рутил и целлюлоза
Н
Э50
Для сварки неответственных конструкций
ПП – АА3
3,0
двухслойная
мрамор,
рутил, плавиковый
шпат
Н
Э50А
Для сварки ответственных конструкций
ПП – АА7
2,3
двухслойная
мрамор,
рутил, плавиковый
шпат
Н, В1, Г
Э50А
Для сварки ответственных конструкций
ПП – АН11
2,0-2,4
двухслойная
мрамор,
рутил, плавиковый
шпат
Н, В2, Г, П
Э50А
Для сварки ответственных конструкций
ЭПС – 15/2
2,5
с двумя
загибами
оболочки
мрамор,
рутил, плавиковый
шпат
Н
Э50А
Для сварки ответственных конструкций
ПП – 2ДСК
2,3
с одним
загибом
оболочки
плавиковый
шпат
Н
Э50А
Для сварки ответственных конструкций
СП – 1
1,6
-
мрамор, плавиковый
шпат
В1, Г
Э50
Для сварки неответственных конструкций
Покрытия электродов выполняют много функций:
· стабилизируют горение дуги;
· защищают расплавленный металл от кислорода и азота воздуха;
· способствуют удалению средних примесей;
· легируют металл шва для улучшения его свойств.
Электроды , применяемые для сварки и наплавки , классифицируются по целому ряду признаков:
· назначению (для сварки стали, чугуна, цветных металлов, для наплавочных работ);
·
· виду и толщине покрытия;
· химическому составу стержня и покрытия;
· характеру шлака;
· механическим свойствам металла шва;
· способу нанесения покрытия (окунание или опресовка);
· роду и полярности тока, а также по величине номинального напряжения холостого хода источника питания.
Все типы электродов должны удовлетворить перечню основных требований к ним:
· обеспечивать стабильное горение дуги;
· обеспечивать хорошее формирование шва;
· способствовать получению металла сварного шва заданного химического состава;
· обеспечить спокойное и равномерное расплавление электродного стержня и покрытия – минимальное разбрызгивание электродного металла;
· обеспечивать легкое отделение шлаков;
· обеспечивать достаточную прочность сварного шва;
· обеспечивать высокую производительность сварки;
· должны сохранять свои физико-химические и технологические свойства в течение определенного промежутка времени;
· иметь минимальную токсичность при изготовлении и производстве сварочных работ.
Электроды для ручной дуговой сварки и наплавки подразделяются по назначению (ГОСТ 9466-74):
¶ для сварки углеродистых и низколегированных конструкционных сталей с временным
сопротивлением разрыву до 60 кгс/мм² (обозначаются – У);
¶ для сварки легированных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (Л);
¶ для сварки легированных теплоустойчивых сталей (Т);
¶ для сварки высоколегированных сталей с особыми свойствами (В);
¶ для наплавки поверхностных слоев с особыми свойствами (Н).
Электроды подразделяются по толщине покрытия на электроды с тонким (М), средним (С), толстым (Д) и особо толстым (Г) покрытиями.
По виду покрытия электроды подразделяются:
· с кислым покрытием (обозначаются буквой А);
· с основным покрытием (Б);
· с рутиловым покрытием (Р);
· с целлюлозным покрытием (Ц);
· с покрытием смешанного типа (обозначаются двумя буквами);
· с покрытием прочего вида (П).

 Проволока выпускается с пятью видами порошков (шихты):
Проволока выпускается с пятью видами порошков (шихты): 32
32
 технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением, для ванной сварки);
технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением, для ванной сварки); 33
33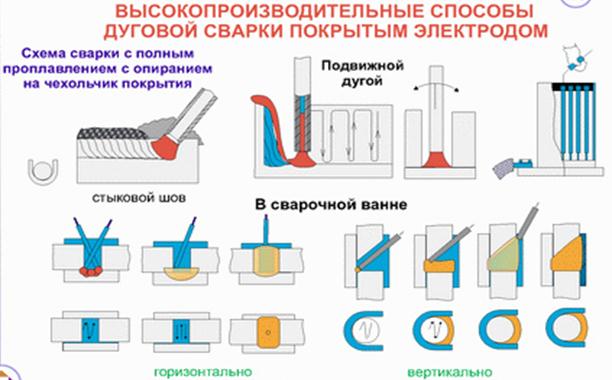
 34
34