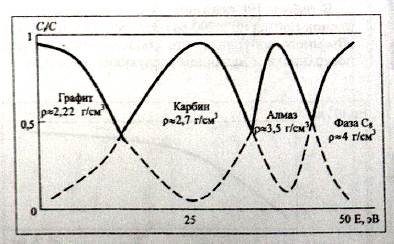
Рис. 9. График влияния энергии Е потока пленкообразующих частиц на структуру пленок углерода (С — полный объем конденсата, Сi - объем, занятый i-й фазой)
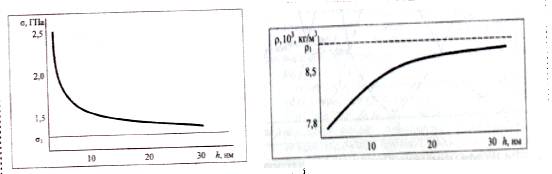
Рис. 8. График зависимости плотности р пленки Ni от ее толщины h ( плотность монолитного материала)
Рис. 7. График изменения предела прочности о от толщины пленки h ( предел прочности монолитного материала)
Рис. 6. Процесс слияния группы мелких островков в один крупный (кадры 1—3). На кадрах 2, 4 зафиксированы положения островков до и после слияния
Отбор наиболее выгодных ориентировок происходит в процессе коалесценции: При слиянии двух частиц с различными ориентациями результирующая частица унаследует наиболее выгодную ориентацию предыдущих частиц. Это и формирует текстуру коалесценции, что объясняется перемещением частиц по поверхности подложки при миграции.
Перемещаясь в плоскости, подложки зерна, имеющие большую поверхностную энергию, поглощают другие, На рис. 6 (кадр 1) представлена стадия формирования пленки, когда все частицы неподвижны, идет процесс конденсации испаряемого материала и накопления ими энергии [7]. Следующий кадр 2, снятый за 0,25 с, отображает процесс слияния частиц. Видны в полутонах исходные поглощаемые частицы и возникающие результирующие частицы. (Весь процесс слияния снятодним кадром.) На кадре 3 видны возникшие результирующие частицы уже неподвижные. Весь процесс начального роста пленок идет дискретно импульсами вплоть до формирования сплошной пленки. На кадре 4 представлен процесс слияния более крупных частиц.
Такой процесс формирования пленок позволяет предположить возможность управления технологическими процессами и получать пленки с заранее •заданными структурой и характеристиками.
Все без исключения материалы в виде тонкой пленки имеют характеристики, значительно отличающиеся от монолита, причем чем тоньше пленка, тем сильнее отличаются ее свойства от свойств массивного материала. На рис. 8 показана тенденция изменения предела прочности материала от толщины пленки [9]. Это связано с тем, что в процессе формирования тонкая пленка сначала не сплошная, а состоит из отдельных островков, которые затем увеличиваются, сливаются друг с другом вплоть до образования сплошного слоя. При этом, как показано на рис. 9, изменяется и плотность формируемой пленки.
В работе [9] показано, что прочность тонких пленок примерно в 200 раз превосходит прочность объемного материала, что объясняется влиянием поверхности и наличием следующих эффектов:
1. Скоплением дислокаций у поверхности, являющейся барьером для их перемещения;
2. Возникновением поверхностного сопротивления вследствие движения винтовых дислокаций;
4. Изменением параметров решетки на поверхности, что приводит к изменению механических характеристик;
5. Совершенством поверхности пленок.
На рис. 8 показана типичная кривая зависимости прочности от толщины никелевых пленок.
Геометрическая толщина недостаточно полно характеризует состояние вещества, содержащегося в пленке, так как свойства пленки зависят от ее толщины нелинейно (см. рис. 7 и 8) и пленки из одного и того же материала могут обладать существенно разными свойствами при одной и той же геометрической толщине [6]. Объясняется это тем, что поступающие на подложку атомы, молекулы, ионы и кластеры в процессе образования пленки могут объединяться по-разному. Формирование зародышей, количество и размеры кристаллитов могут варьироваться в широких пределах, в результате чего пленки при одинаковой толщине могут отличаться морфологией, структурой, фазовым составом и своиствами.
Так, пленка углерода может сконденсироваться в виде сажи с плотностью р = 1,8 г/см3, графита (р = 2,22 г/см3), карбина (р = 2,7 г/см3), алмазопо-добного углерода (р = 3,5 г/см3), фазы С8 (р = 4 г/см3) (рис. 9) [6]. Все эти модификации углеродной пленки имеют различную структуру, атомы по-разному связаны между собой и количество их на единицу объема пленки разное. Вид связи, сформировавшейся в процессе кристаллизации. Вид связи, сформировавшейся в процессе кристаллизации, зависит от энергии, запасенной в пленочной структуре.
Таким образом, свойства пленки зависят не только от количества атомов или молекул, осаждающихся на подложку, но и от количества энергии, вносимой каждым атомом в процессе образования структуры. При формировании пленки имеет место некий баланс массопереноса и энергопотоков, который и определяет особенности протекания процессов конденсации и кристаллизации, а следовательно, и свойства пленки. Поэтому принципиальными являются контроль и стабилизация процессов массопереноса, притока и оттока энергии.
1) Самосмазывающиеся нанокомпозитные твердые покрытия на основе TiAlCN + MoS2 [5] предназначены для повышения скорости механической обработки, уменьшения коэффициента трения, повышения износостойкости и коррозионной стойкости режущего и деформирующего инструмента. Покрытие наносится методом реактивного ионно-плазменного осаждения (рис. 10) при давлении 1…5 Па, температуре образца 473...573 К, напряжении смещения до 100 В. Толщина нанокомпозитного покрытия 1,5...3 мкм, объемное отношение TiAlCN : MoS2 = 70:30, предполагаемая структура покрытия - мягкая аморфная фаза MoS2 между твердыми гранулами TiAlCN. Результаты измерения коэффициента трения (рис. 11) и скретч-теста свидетельствуют о существенном повышении качества покрытия при добавлении дисульфида молибдена.
Рис. 10. Схема процесса ионно-плазменного одновременного распыления трех материалов: графита, MoS2; н TiAl (50/50 ат. %) в среде азота
Рис. 11. Зависимость коэффициента трения скольжения fтр тонко-пленочного самосмазывающегося нанокомпозита TiAICN+MoS2, от пути трения Lтр (fтр износостойкого покрыли TiAlCN без MoS2, лежит в диапазоне 0,7. ..0,8)
2) Все более широкое применение в инженерии поверхности находят наноструктурированные многокомпонентные тонкопленочные упрочняющие покрытия на основе композиции титана с такими материалами, как Si, В, Сг и др [10]. Основным методом формирования таких покрытий является магнетронное распыление специальной мишени, изготовленной по технологии самораспространяющегося высокотемпературного синтеза (СВС).
Уникальность такого материала [11] связана, в первую очередь, с очень малым размером зерен (2...5 нм) н прочными энергиями связи на границах раздела, благодаря чему покрытия обладают сверхвысокой твердостью (до 70 ГПа ), низким коэффициентом трения скольжения и высокой износостойкостью (больше чем из TiN).
Важной особенностью механической обработки материалов инструментом с покрытиями типа TiBSiN и Т1ВСгN является возможность управлять характеристиками поверхности обрабатываемой детали, например, глубиной и видом нарушенного слоя. Подтверждением этому могут служить, например, характеристики стружки коррозионностойкой стали 12Х18Н10Т после ее обработки сверлами с различными упрочняющими покрытиями.
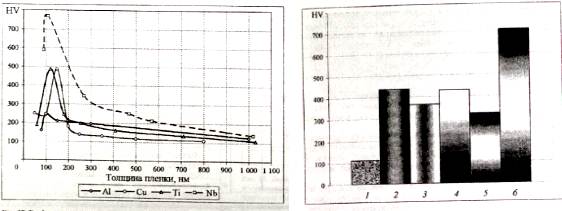
Исследования зависимости механических свойств материала тонких пленок, например микротвердости, от их толщины [14] показали, что имеет место явление, называемое наноэффектом, когда максимум микротвердости наблюдается при толщине пленки 100... 150 нм (рис. 12). Следует отметить, что при толщине менее 100 нм микротвердость уменьшается, что может быть связано с несплошностью пленки и большим влиянием материала основы.
Результаты исследования микротвердости многослойных структур на основе сверхтонких пленок [15], нанесенных на алюминиевую подложку, показали, что из исследованных тонкопленочных покрытий наибольшей микротвердостью обладает композиция титан/гидрогенизированный углерод/титан (Ti/a-C:H/Ti) с толщиной слоев З0...35 нм (рис. 13). Подбор мягких и твердых материалов слоев позволяет управлять твердостью многослойного покрытия в результате варьирования толщиной отдельного слоя и количеством слоев в покрытии.