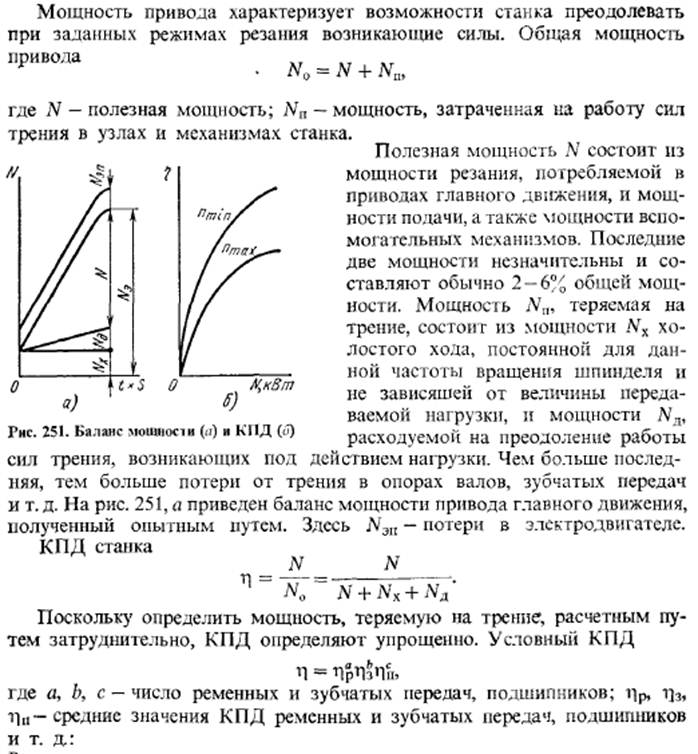
Мощность и КПД привода станка (силовая характеристика станка).
Классификация станков. Индексация станков с ЧПУ.
Методы обката, следа и касания при обработке на МРС.
Кинематическая настройка и составление уравнений кинематического баланса для движения подач станка 16К20.
Кинематическая настройка и уравнение кинематического баланса для главного движения и движения подач станка 16К20.
Кинематическая настройка
1. Метод копирования характеризуется тем, что вспомогательная линия, например, режущая кромка инструмента, по всей форме совпадает с образуемой производящей линией, для получения которой не требуется никаких движений, кроме сближения режущей кромки инструмента и образуемой линии. Примером такого метода получения линии может служить копирование режущей кромки резца при фасонном точении. В этом случае достаточно обеспечить вращательное движение заготовки Вз . 2. При образовании линии методом обката форма режущей кромки инструмента не совпадает с образуемой линией. Последняя получается как огибающая ряда последовательных положений режущей кромки инструмента при его перемещении относительно заготовки, т.е. при таком методе необходимо движение для перемещения режущей кромки инструмента в новое положение. В качестве примера можно привести образование профиля зуба колеса при зубофрезеровании червячной фрезой, где режущая кромка является касательной к образующей линии (эвольвенте зуба). 3. Образование производящей линии методом следа происходит при движении вспомогательной материальной точки (в.м.т.), например, вершина резца при движении Пи, вдоль образуемой линии оставит след. 4. Метод касания характеризуется тем, что в.м.т. участвует в двух движениях, например, вращается вокруг некоторой оси, перемещающейся вдоль образующей линии. Образуемая таким образом линия формируется как ряд последовательных касаний в.м.т. (или линии). Такая картина образования производящей линии наблюдается при фрезеровании цилиндрической фрезой. Для образования производящей линии при этом необходимо вращательное движение фрезы Вии поступательное движение заготовки Пз.
Основная классификация металлорежущих станков построена по технологическому признаку и подразделяются на 9 групп: 1. Токарные станки. Основным признаком токарных станков является главное вращательное движение заготовки и поступательное движение подачи инструмента. На станках этой группы обрабатываются тела вращения. 2. Сверлильные и расточные станки. Характерным признаком станков этой группы является главное вращательное движение инструмента. Поступательное движение подачи могут осуществлять как заготовка, так и инструмент. Станки предназначены в основном для обработки отверстий. 3. Шлифовальные станки. Их основной характерной особенностью является применяемый абразивный инструмент. 4. Комбинированные станки. Станки этой группы отличаются тем, что имеют на одной станине устройства, позволяющие производить точение, сверление, фрезерование, шлифование, а иногда строгание. 5. Резьбо – и зубообрабатывающие станки. В эту группу выделены зубообрабатывающие и резьбообрабатывающие станки независимо от способа осуществления этих операций в силу общности кинематических особенностей. 6. Фрезерные станки. Основным признаком фрезерных станков является применяемый инструмент - фреза, совершающая главное вращательное движение. Станки применяются для обработки плоскостей и фасонных поверхностей. 7. Строгальные и протяжные станки. В эту группу сконцентрированы станки с главным поступательным движением. Строгальные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей, а протяжные – для обработки линейчатых поверхностей, определяемых формой режущей кромки инструмента – протяжки. 8. Разрезные станки. Предназначены для отрезки заготовок от целого куска металла. 9. Разные станки. Внутри каждой группы станки подразделяются на 9 подгрупп т.е. на типы станков по более узким технологическим и конструктивным признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку. Дополнительно станки можно классифицировать по ряду других признаков. В зависимости от массы станки разделяют на нормального веса (до 10 т), крупные ( 10-30 т), тяжелые (свыше 30-100 т) и особо тяжелые (уникальные) – свыше 100 тонн. В зависимости от точности выполняемых работстанки подразделяют на пятьклассов: нормальной(Н) 7-8 квалитет, повышенной(П), высокой(В), особовысокой(А) точности и особо точная(С).
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1 – станки с цифровой индексацией и преднабором координат; Ф2 – станки с позиционными и прямоугольными системами ЧПУ; Ф3 – станки с контурными системами ЧПУ и Ф4 – станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют станки, имеющие ЧПУ для многоконтурной обработки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами – индекс Т.