Масса линии, т................................................................................................................. 35
Линия ЗЛХ-800 (рис. 3.6) монтируется на двух параллельных путях длиной около 110 м. На одном пути расположены станки и устройства, образующие конвейерную линию для подготовки шпал к сборке: подвижной склад шпал 8, приемные конвейеры 7, шпалопитатель 6, шаговый конвейер 5, сверлильный станок 3, конвейер-накопитель 2, поперечный конвейер 1. На другом пути размещены агрегаты и механизмы сборочной конвейерной линии: рельсовый рольганг 22, питатель скреплениями 20, бункера 19 для подкладок и костылей, сборочный агрегат 16, приемные рамы 13, тележки 14для приема и перемещения звена, перегружатель звеньев 11. Два козловых крана 10 грузоподъемностью 10 т, один из которых дополнительно оборудован магнитной плитой, выполняют погрузочно- разгрузочные операции.
Процесс сборки на линии осуществляется в такой последовательности. Шпалы, уложенные предварительно краном на подвижной склад 8 и приемные цепные конвейеры 7, продвигаются к шпалопитателю 6, где они автоматически разделяются по одной и выравниваются по торцам, а затем под контролем оператора ориентируются постелью вниз и шаговым конвейером 5 подаются в сверлильный станок 3. В этом станке каждая шпала центрируется относительно продольной и поперечной осей, и в ней высверливаются одновременно все отверстия под костыли. Подготовленная к сборке шпала тем же шаговым конвейером 5 вы-
9 10 11 12 13 14 15 16 17 18 19 20 21 22
Рис. 3.6. Полуавтоматическая поточная звеносборочная линия ЗЛХ-800: 1, 2, 5, 7— конвейеры: поперечный, накопитель, шаговый, приемный; 3— сверлильный станок; 4 — пульт управления конвейером для подготовки шпал к сборке; 6 — шпалопитатель; 8 — подвижной склад шпал; 9 — рабочее место стропальщика; 10 — козловой кран; 11 — перегружатель звеньев; 12, 18, 21 — рабочие места монтеров пути; 13 — приемная рама; 14 — тележка для приема и перемещения звеньев; 15, 17 — пульты управления передвижением звена; 16 — сборочный агрегат; 19 — бункер; 20 — питатель с креплениями; 22 — рельсовый рольганг; 23 — станция гидропривода шпалопитателя
талкивается в накопитель 2, а затем поперечным конвейером 1 направляется в сборочный агрегат 16. Конвейером по подготовке шпал к сборке управляет оператор с пульта 4.
Рельсы козловым краном укладывают на рельсовый рольганг 22, по которому специальным механизмом они подаются в сборочный агрегат 16. Подкладки из бункера 19, который два раза в смену загружается козловым краном 10, подаются порциями на стол, где монтер пути на рабочем месте 21 вручную ориентирует их на шпале подуклонкой к оси, и направляются в питатель 20. Питатель направляет подкладки к сборочному агрегату 16. В процессе продвижения монтеры пути на рабочих местах 18 вручную укомплектовывают их костылями. В сборочном агрегате 16 шпала центрируется относительно продольной и поперечной осей, рельсы устанавливаются по наугольнику и по ширине колеи, две подкладки костылями вводятся ребордами по подошвам рельсов и устанавливаются по оси запрессовки. Затем гидроцилиндрами сборочного агрегата шпала напрессовывается снизу на костыли, которые своими головками упираются в специальные пуансоны. После пришивки шпалы механизмом передвижения звена рельсы перемещаются на шаг эпюры и цикл повторяется. Время от момента пришивки одной шпалы до пришивки следующей (цикл сборочного агрегата) задается командным аппаратом и может быть равно 10, 12 или 15 с. Сборочным агрегатом управляет оператор с пульта 17.
Собираемое звено надвигается головками рельсов на ролики приемных рам 13 и по выходе из них под действием собственной массы опускается сначала на первую, а затем на вторую и третью тележки 14. Монтеры пути на рабочих местах 12 устанавливают противоугоны, зачищают концы рельсов, наносят слой графитной смазки, укладывают на звенья накладки с болтами. Собранное звено под управлением оператора с пульта 15 откатывается на тележках 14 к перегружателю 11, где оно снимается, а тележки возвращаются к сборочному агрегату для приема следующего звена. Готовое звено стропуется стропальщиками и козловыми кранами 10 укладывается в штабель или на роликовые платформы укладочного поезда. В технологическом процессе сборки звеньев на ЗЛХ-800 участвуют 12 человек, в том числе три оператора звено- сборочной линии и два машиниста козловых кранов.
Машины для сборки путевой решетки с железобетонными шпалами. Основные требования к сборке. Звенья длиной 25 и 12,5 м с железобетонными шпалами собирают как с новыми, так и со старогодными (инвен-

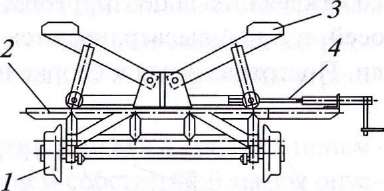 Рис. 3.5. Приемная тележка: 1 — колесо; 2 — сварная рама; 3 — опора; 4 — винтовой домкрат
Рис. 3.5. Приемная тележка: 1 — колесо; 2 — сварная рама; 3 — опора; 4 — винтовой домкрат
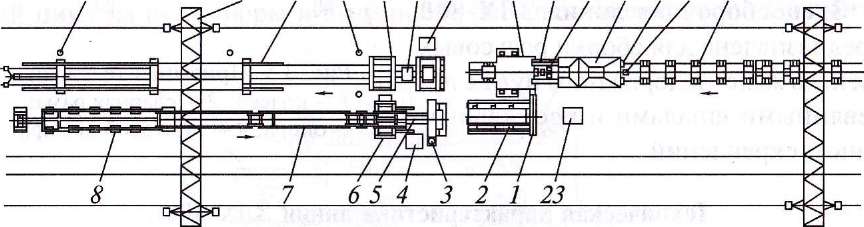 Рис. 3.6. Полуавтоматическая поточная звеносборочная линия ЗЛХ-800: 1, 2, 5, 7— конвейеры: поперечный, накопитель, шаговый, приемный; 3— сверлильный станок; 4 — пульт управления конвейером для подготовки шпал к сборке; 6 — шпалопитатель; 8 — подвижной склад шпал; 9 — рабочее место стропальщика; 10 — козловой кран; 11 — перегружатель звеньев; 12, 18, 21 — рабочие места монтеров пути; 13 — приемная рама; 14 — тележка для приема и перемещения звеньев; 15, 17 — пульты управления передвижением звена; 16 — сборочный агрегат; 19 — бункер; 20 — питатель с креплениями; 22 — рельсовый рольганг; 23 — станция гидропривода шпалопитателя
Рис. 3.6. Полуавтоматическая поточная звеносборочная линия ЗЛХ-800: 1, 2, 5, 7— конвейеры: поперечный, накопитель, шаговый, приемный; 3— сверлильный станок; 4 — пульт управления конвейером для подготовки шпал к сборке; 6 — шпалопитатель; 8 — подвижной склад шпал; 9 — рабочее место стропальщика; 10 — козловой кран; 11 — перегружатель звеньев; 12, 18, 21 — рабочие места монтеров пути; 13 — приемная рама; 14 — тележка для приема и перемещения звеньев; 15, 17 — пульты управления передвижением звена; 16 — сборочный агрегат; 19 — бункер; 20 — питатель с креплениями; 22 — рельсовый рольганг; 23 — станция гидропривода шпалопитателя
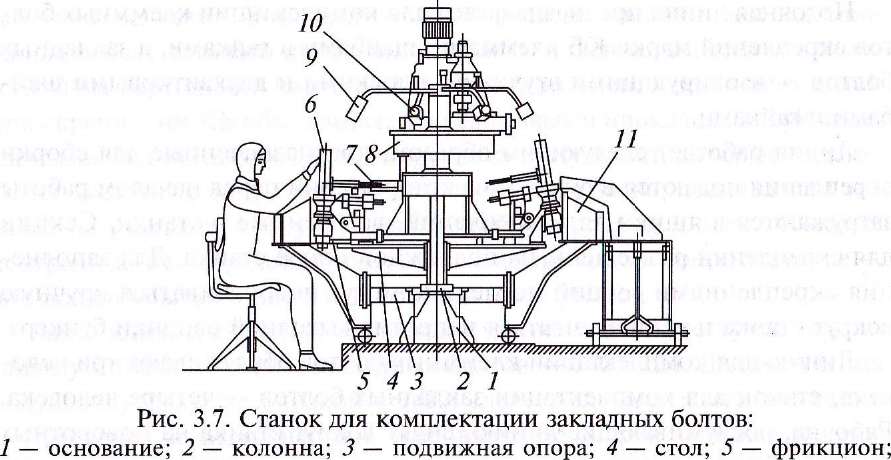 6— комплектатор; 7— привод толкателя; 8— привод станка; 9, 10— кнопки управления; 11 — ячейка для скреплений
6— комплектатор; 7— привод толкателя; 8— привод станка; 9, 10— кнопки управления; 11 — ячейка для скреплений