Круговая интерполяция - это согласованное движение механизмов по круговой траектории относительно двух осей. Она возможна в любой из трех координатных плоскостей XY, YZ, XZ. Для задания направления перемещения инструмента служат подготовительные функции – G02 движение по часовой стрелке или G03 движение против часовой стрелки. Для реализации круговой интерполяции СЧПУ требуется указание рабочей плоскости (G17-G19). Функции G02, G03 действует модально. Они отменяются друг другом или функциями G00 иG01
При круговой интерполяции, кроме задания координат конечной точки дуги окружности под адресами X, Y, Z, необходимо под адресами I, J, K задать координаты положения центра окружности по соответствующим осям.
Для плоскости XY - задаются адреса X, Y, I, J
Для плоскости XZ - задаются адреса X, Z, I, K
Для плоскости YZ - задаются адреса Y, Z, J, K.
Предварительные установки G90/G91 абсолютного или составного размера действуют только для конечной точки окружности. Координаты центра I, J, K стандартно вводятся в составном размере относительно начальной точки окружности. Абсолютное указание центра относительно нулевой точки детали программируется покадрово с помощью адресов: I=AC(…), J=AC(…), K=AC(…).
Если дуга программируется с центром, но без конечной точки, то получается полный круг.
Возможно несколько способов программирования обработки окружности или дуги.
Ø Программирование дуги окружности с центром и конечной точкой
Круговое движение описывается через:
- конечную точку в декартовых координатах X, Y, Z и
Пример программирования фрезерной обработки (рис.18):
N10 G00 G17 G90 X67.5 Y80.211
N20 G03 X17.203 Y38.029 I–17.5 J–30.211 F500 (Координаты центра заданы относительно начальной точки)
Или:
N10 G00 X67.5 Y80.211
N20 G03 X17.203 Y38.029 I=AC(50) J=AC(50) (Координаты центра заданы относительно нуля детали в абсолютной системе координат)
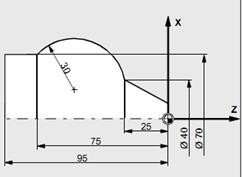
Пример программирования токарной обработки (рис.13):
Рисунок 19 -
Программирование круговой интерполяции (точение)
N120 G00 X12 Z0
N125 G01 X40 Z-25 F0.2
N130 G03 X70 Z-75 I-3.335 K-29.25 (Координаты центра заданы относительно начальной точки)
N135 G01 Z-95
или
N120 G00 X12 Z0
N125 G01 X40 Z-25 F0.2
N130 G03 X70 Z-75 I=AC(33.33) K=AC(-54.25) (Координаты центра заданы нуля детали в абсолютной системе координат)
N135 G01 Z-95
Ø Программирование окружности с радиусом и конечной точкой
При этом способе программирования координаты центра не указывается. Наряду с радиусом окружности посредством знака + или – необходимо указать, должен ли угол перемещения быть больше или меньше 180°. Положительный знак не нужен. Круговое движение описывается через:
- радиус окружности CR=-…: угол меньше или равен 180°
- радиус окружности CR=…: угол больше 180°
- конечную точку в декартовых координатах X, Y, Z.
Пример программирования фрезерной обработки (рис.18,б):
N10 G00 G17 X67.5 Y80.511
N20 G03 X17.203 Y38.029 CR=-34.913
N40 M30 Конец программы
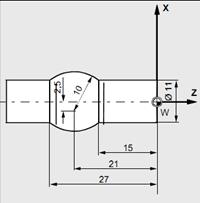
Пример программирования токарной обработки (рис.19):
N125 G1 X40 Z-25 F0.2
N130 G3 X70 Z-75 CR=-30
N135 G1 Z-95
Полные круги (угол перемещения 360°) программируются не с помощью CR=, а через конечную точку окружности и параметры интерполяции.
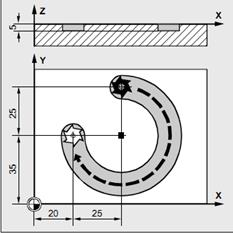
Пример фрезерования кругового паза (рис.20).
Рисунок 20 - Фрезерование кругового паза
N10 G90 G00 X45 Y60 Z2 T1 S2000 M3 (Ввод абсолютного размера, перемещение на ускоренном ходу на позицию XYZ, выбор инструмента, задание скорости вращения шпинделя, вращение вправо)
N20 G01 G 94 Z-5 F500 (Подача инструмента вдоль оси Z с подачей 500 мм/мин)
N30 G02 X20 Y35 I=AC(45) J=AC(35) (Фрезерование паза по часовой стрелке с заданием центра окружности в абсолютном размере)