Область метрологии, включающая комплексы взаимосвязанных и взаимообусловленных общих правил, требований и норм, а также другие вопросы, нуждающиеся в регламентации и контроле со стороны государства, направленные на обеспечение единства измерений и единообразие средств измерений, называется законодательной метрологией.
Этот термин является официальным. В практической деятельности приходится встречаться с понятиями теоретическая и практическая метрология. Это условные понятия, которыми пытаются отделить вопросы по теоретическим основам метрологии от большого числа практических задач, которые необходимо решать в повседневной жизни специалистам метрологам.
Средства измерений и их характеристики. 1 Классификация средств измерений.Средство измерений – техническое средство, используемое при измерений иимеющее нормированные метрологические характеристики.Метрологическими называются характеристики, оказывающие влияние нарезультат и погрешность измерения. Они входят в состав техническиххарактеристик, определяющих другие свойства средств измерений (диапазонычастот, габаритные размеры, вид элементов питания).Под нормированием метрологических характеристик понимается количественноезадание определенных номинальных значений и допустимых отклонений от этихзначений. Нормирование метрологических характеристик позволяет оценитьпогрешность измерения, достичь взаимозаменяемости средств измерений,обеспечить возможность сравнения средств измерений между собой и оценкупогрешностей измерительных систем и установок на основе метрологическиххарактеристик входящих в их состав средств измерений. Именно нормированиеметрологических характеристик отличает средство измерений от другихподобных технических средств (например, измерительный трансформатор отсилового трансформатора …)Уже указывалось, что в соответствии с ГОСТ все средства измерений делятсяна шесть видов : меры, измерительные преобразователи, измерительныеприборы, вспомогательные средства измерений, измерительные установки иизмерительные системы. Наиболее многочисленной группой средств измеренийявляются измерительные приборы и преобразователи, которые обобщенноназываются измерительными устройствами (ИУ). В силу большого разнообразияих классифицируют по различным признакам : - По используемым физическим процессам ИУ разделяют на механические, электромеханические, электронные, оптоэлектронные и т.п. - По физической природе измеряемой величины различают вольтметры, амперметры, термометры, манометры, уровнемеры, влагомеры и т.д. - По виду измеряемой величины или сигнала измерительной информации, а также по способу обработки сигнала приборы делятся на аналоговые и цифровые. В аналоговых приборах показания являются непрерывной функцией измеряемой величины, т.е. могут также, как и измеряемая величина, принимать бесконечное множество значений. При этом во время показания могут быть как непрерывной, так и дискретной (прерывистой) функцией измеряемой величины, т.е. различают приборы непрерывного и дискретного действия. В цифровом приборе непрерывная по размеру и во времени величина преобразуется в дискретную, квантуется, кодируется и цифровой код отображается на цифровом отсчетном устройстве. В результате показания цифрового прибора являются дискретными во времени и квантованными по размеру, т.е. могут принимать лишь конечное число значений. Внешним признаком аналоговых или цифровых приборов является наличие аналогового или цифрового показывающего или регистрирующего устройства. Соответственно приборы принято также разделять на показывающие, допускающие только отсчитывание показаний, и регистрирующие, в которых предусмотрена автоматическая регистрация показаний. Среди последних, в свою очередь, различают самопишущие и печатающие. В самопишущих приборах (являющихся аналоговыми) показания измеряемых значений величины записываются в виде графика осциллограммы, показывающей изменение значения величины во времени. В печатающих приборах (являющихся цифровыми) результаты измерений печатаются в цифровой форме. Аналоговые показывающие устройства электронных приборов обычно представляют из себя электромеханический преобразователь и аналоговое отсчетное устройство. Последнее состоит из шкалы, проградуированной с помощью меры и играющей роль меры при измерении, и указателя, совершающего линейное или угловое перемещение. В качестве указателя используются либо стрелка, либо луч света. Роль показывающего устройства может выполнять и электронно-лучевая трубка (ЭЛТ), обладающая весьма малой инерционностью, что позволяет наблюдать высокочастотные процессы (до сотен мегагерц, до наносекунд импульсы). В качестве аналогово-регистрационных устройств в диапазоне частот до 10 Гц используются самописцы, содержащие электромеханический преобразователь, обеспечивающий перемещение записывающего узла со специальным пером. Запись осуществляется специальными чернилами (пастами) на бумаге, движущейся перпендикулярно направлению перемещения пера. В некоторых случаях используются термо-, электро-, и химочувствительные бумаги. В диапазоне до 20 КГц применяют светолучевые осциллографы, в которых запись осуществляется с помощью специальных гальванометров лучом света на фотобумаге или фотопленке, а также ультрафиолетовым лучом на специальной бумаге, самопроявляющейся на свету. Хорошая точность, чувствительность, многоканальность (до 10 и более), малые габаритные размеры являются причиной широкого применения этих приборов. Для регистрации более высокочастотных процессов используют электронно-лучевые осциллографы с фотографированием процесса с экрана ЭЛТ. Для регистрации однократных процессов применяют также специальные запоминающие ЭЛТ, позволяющие хранить изображение десятки часов. Цифровое отсчетное устройство обычно состоит из цифровых знаковых индикаторов, обеспечивающих воспроизведение десятичных цифр, и алфавитных индикаторов, позволяющих указать единицу измеряемой величины. В цифровых регистрирующих приборах, как правило, осуществляется печатание показаний с помощью алфавитно-цифровых печатающих устройств со скоростью до 103 знаков в секунду. Для долговременного хранения информации используются также различные виды запоминающих устройств. Цифровое отсчетное или регистрирующее устройство никак не ограничивает точность цифрового прибора, так как цифровой код без какой-либо погрешности может быть изображен на цифровом отсчетном устройстве. Точность аналоговых приборов ограничивается погрешностями измерительных преобразователей, создающих перемещение указателя, погрешностями шкалы и личными (субъективными) погрешностями, вносимыми оператором (из-за конечной толщины указателя, длины деления шкалы и разрешающей способности глаза, из-за параллакса, из-за погрешности интерполирования при положении указателя между отметками делений шкалы). В результате погрешность аналоговых приборов составляет обычно 0,5 %. В то же время погрешность цифровых приборов удается уменьшить до 10-6 %, а при измерении частотно- временных параметров и менее. Однако не всегда цифровое отсчетное или регистрирующее устройство лучше аналогового. При большом числе одновременно измеряемых величин (контроль сложного объекта) показания аналоговых приборов воспринимаются легче, так как независимо от цифр на шкале пространственное положение указателя и характер его перемещения или осциллограмма регистрируемого процесса позволяет более оперативно проводить анализ контролируемого процесса. Подтверждением большей информативности аналогово-отсчетных устройств является разработка для некоторых цифровых приборов шкалы в виде расположенных в линию светодиодов, управляемых цифровой схемой. Эта шкала воспринимается оператором как аналоговая, хотя прибор является целиком цифровым. Наряду с точностью важной характеристикой является быстродействие измерительного устройства, характеризуемое числом измерений (преобразований) в единицу времени либо временем одного измерения. При измерении изменяющихся во времени величин повышение быстродействия играет важную роль. В общем случае повышение быстродействия измерительного прибора ограничивается быстродействием используемой элементной базы. Для показывающих приборов обычно не требуется высокого быстродействия в силу ограниченности возможностей оператора при приеме информации. Для регистрационных приборов, а также измерительных преобразователей требование быстродействия является существенным особенно когда обработка информации осуществляется с помощью ЭВМ. В этом случае цифровые измерительные устройства обеспечивают большее быстродействие, так как цифровой код может непосредственно, без участия оператора вводится в цифровые ЭВМ, исключения составляют электронные осциллографы позволяющие наблюдать и проводить анализ формы столь быстр протекающих процессов, преобразование которых в цифровой код сопряжен с большей погрешностью, либо вообще невозможно из-за ограниченного быстродействия цифровых средств измерений (параллельная обработка), но они приводят к усложнению прибора. К недостаткам цифровых приборов относят их сравнительно высокую стоимость. - По структурному принципу различают измерительные устройства прямого действия (преобразования); в котором реализуется метод непосредственной оценки, измерительные устройства, работа которая основана на методе сравнения. В измерительных приборах прямого действия (см. рис. 1) преобразование сигнала происходит в одном направлении последовательно. Здесь П1 и П2 – преобразователи с коэффициентами передачи К1 и К2. Если выходной сигнал У получается в форме, доступной для непосредственного восприятия, рассматриваемая структурная схема характеризует прибор, если для дальнейшей обработки и хранения, - преобразователь. На рис. 2 представлена структурная схема преобразователя, построенного на методе сравнения. Операция сравнения осуществляется с помощью сравнивающего устройства (СУ), в котором обычно одна величина вычитается из другой. Используя выходной сигнал СУ, с помощью преобразователя П можно управлять мерой и реализовать нулевой метод сравнения. В связи с тем, что в измерительных устройствах, основанных на методе сравнения, измеряемая величина уравновешивается (компенсируется) величиной, воспроизводимой мерой, их также называют измерительными устройствами с уравновешивающим (компенсационным) преобразователем. Измерительные устройства в общем случае имеют более высокую точность за счет использования меры. Отмечают также различие требований к отдельным преобразователям измерительных устройств с точки зрения обеспечения измерительных устройств. Так в ИУ непосредственной оценки общий коэффициент передачи К=К1К2 и его точность определяется соответствующей точностью всех преобразователей. В ИУ сравнения имеется отрицательная обратная связь и К=k/(1+k?), где k, ? – коэффициенты передачи прямой и обратной цепей. При k? >>1 получают К=1/? и точность ИУ тогда определяется главным образом точностью преобразователей в цепи обратной связи (т.е. меры), в то время как коэффициент передачи k может быть нестабильным, лишь бы было большим k? – петлевое усиление. Приборы сравнения могут быть выполнены с развертывающим или следящим уравновешиванием. - По структурным признакам ИУ также можно классифицировать по числу каналов и по временной последовательности преобразований входных сигналов. В зависимости от числа входных сигналов, несущих информацию об измеряемой величине, ИУ бывают с одним (например – вольтметр), двумя (фазометр) и более входами, т.е. соответственно одно-, двух- (рис. 3. слева) и многоканальными (рис. 3. справа). В зависимости от временной последовательности преобразований входных сигналов (если их более чем 2) различают ИУ с одновременным (параллельным) и последовательным преобразованием. При последовательном преобразовании сигналы обрабатываются поочередно, причем за цикл измерения каждый сигнал через входное переключающее устройство (коммутатор) подается на вход преобразователя один раз. Разновидностью последовательного преобразователя является периодическое устройство, когда за время одного цикла измерения сигналы переключаются многократно. Последовательное преобразование позволяет уменьшить аппаратурные затраты за счет перехода от многоканальной структуры к одноканальной с входным коммутатором. Кроме того, одноканальная структура ИУ позволяет уменьшить ряд погрешностей, обычно вызываемых неидентичностью характеристик разных каналов. - По точности ИУ делят на образцовые, используемые для поверки других ИУ и утвержденные в качестве образцовых, и рабочие, используемые непосредственно в практических измерениях, не связанных с передачей размера единиц. - По частотному диапазону ИУ делят на низкочастотные (НЧ), высокочастотные (ВЧ) и сверхвысокочастотные (СВЧ), по ширине полосы частот – на широкополосные и избирательные (селективные). - По месту использования ИУ делят на лабораторные и производственные, которые резко отличаются по условиям эксплуатации, по техническим и метрологическим характеристикам.Дополним классификацию измерительных преобразователей. Их многообразиеопределяется различием требуемых видов преобразователей. - Преобразователи физического рода сигнала используются тогда, когда измеряемая величина неудобна для непосредственного измерения. Так многие неэлектрические величины предварительно преобразовываются в электрические (механическое перемещение или угловое вращение в электрическую величину) или одни электрические величины в другие (сопротивление в напряжение). Название таких преобразователей определяется либо принципом действия, либо родом входного и выходного сигналов (например, термоэлектрический преобразователь, преобразователь напряжение-частота) - Функциональные преобразователи обеспечивают необходимую зависимость между информативными параметрами входного и выходного сигналов. Такие преобразователи называют : дифференцирующий, интегрирующий, суммирующий, логарифмирующий и т.п. - Согласование по уровню (размеру) входного сигнала осуществляется с помощью масштабных преобразователей. К ним относятся : делитель, усилитель, трансформатор тока (напряжения). - Согласование по сопротивлению обеспечивается с помощью согласующих преобразователей (согласующий трансформатор, эмиттерный повторитель). - По месту включения в общей цепи преобразователи делят на первичные, к которым подводится измеряемая величина, промежуточные и передающие, предназначенные для дистанционной передачи сигналов. - По виду характеристики преобразования преобразователи делят на линейные и нелинейные.2 Метрологические характеристики средств измерений и их нормирование. Для каждого вида средств измерений (СИ), исходя из их специфики иназначения, нормируется определенный комплекс метрологическиххарактеристик, указываемый в нормативно-технической документации на СИ. Вэтот комплекс должны включатся такие характеристики, которые позволяютопределить погрешность данного СИ в известных рабочих условиях егоприменения. Общий перечень основных нормируемых метрологическиххарактеристик СИ, формы их представления и способы нормирования установленыв ГОСТ 8.009-72. В него входят : - пределы измерений, пределы шкалы; - цена деления равномерной шкалы аналогового прибора или многозначной меры, при неравномерной шкале – минимальная цена деления; - выходной код, число разрядов кода, номинальная цена единицы наименьшего разряда цифровых СИ; - номинальное значение однозначной меры, номинальная статическая характеристика преобразования измерительного преобразователя; - погрешность СИ; - вариация показаний прибора или выходного сигнала преобразователя ; - полное входное сопротивление измерительного устройства; - полное выходное сопротивление измерительного преобразователя или меры; - неинформативные параметры выходного сигнала измерительного преобразователя или меры; - динамические характеристики СИ; - функции влияния; - наибольшие допустимые изменения метрологических характеристик СИ в рабочих условиях применения.Нормирование метрологических характеристик необходимо для решения следующихзадач : - придания всей совокупности однотипных СИ требуемых одинаковых свойств и уменьшения их номенклатуры; - обеспечение возможности оценки инструментальных погрешностей и сравнения СИ по точности; - обеспечение возможности оценки погрешности измерительных систем по погрешностям отдельных СИ. Погрешности, присущие конкретным экземплярам СИ, устанавливаются только для образцовых СИ при их аттестации.Рассмотрим указанные характеристики, а также ряд важных понятий, связанныхс ними.Отсчетные устройства приборов. На рис. 4 показано отсчетное устройствоаналогового прибора. Деление шкалы – промежуток между двумя соседними отметками шкалы.Длина деления шкалы – расстояние между осями двух соседних отметок. Ценаделения шкалы – разность значений величины, соответствующих двум соседнимотметкам шкалы. Шкалы бывают равномерными и неравномерными. Равномерная шкала в отличиеот неравномерной – шкала с делениями постоянной длины и с постоянной ценойделения. Отсчетом называется число, определенное по отсчетному устройству. Показание прибора – значение величины, определяемое по отсчетномуустройству и выраженное в принятых единицах этой величины. В многопредельных приборах, где одна и та же шкала используется для наразных пределах измерения, показание прибора равно отсчету, умноженному нацену деления для соответствующего предела измерения. В некоторых случаяхпоказание определяется с помощью отсчета, по прилагаемой к приборуградуированной характеристике – зависимости между отсчетом и значениемвеличины на входе прибора, представленной в виде таблицы, графика илиформулы. Диапазон показаний (ДП) – область значений шкалы, ограниченная конечным(наибольшим) и начальным (наименьшим) значениями физической величины,указанными на шкале. Диапазон измерений (ДИ) – область значений измеряемой величины, длякоторой нормирована погрешность средства измерений. Предел измерений – наибольшее или наименьшее значение диапазонаизмерений. Диапазон показаний и диапазон измерений могут не совпадать (см.рис. 4). Отсчетное устройство цифрового прибора характеризуется числом десятичныхразрядов и ценой (деления) единицы младшего разряда, которая, очевидно, неможет быть меньше шага квантования. Цифровое отсчетное устройствоэквивалентно равномерной шкале, так как одинаковому цифрового кодасоответствует одинаковое приращение показаний. Поэтому наличие нелинейностипреобразования измеряемой величины в код приводит к погрешности цифровогоприбора. Соответственно к преобразователям цифровых приборов предъявляетсятребование высокой линейности. В то же время в аналоговом приборенелинейная зависимость перемещения указателя от изменения измеряемойвеличины может быть учтена введением соответствующей нелинейности(неравномерности) шкалы.Параметры входного и выходного сигналов СИ, влияющие величины, функциивлияния. Входной и выходной сигналы СИ характеризуются информативными инеинформативными параметрами. Информативный параметр входного сигналаявляется самой измеряемой величиной или величиной, функционально связаннойс измеряемой. Неинформативный параметр не связан функционально с измеряемойвеличиной, но влияет на метрологические характеристики СИ (в частности, напогрешность). Например. При измерении амплитуды напряжения информативнымпараметром является амплитуда сигнала, а неинформативным – его частота.Выходной сигнал преобразователя также может быть охарактеризованинформативными и неинформативными параметрами. На метрологические характеристики СИ сильно влияют внешние физическиевоздействия (климатические, механические, электромагнитные) и измененияпараметров источников питания – влияющие величины. По условиям применения СИ, различают нормальные и рабочие условия. Ониотличаются диапазоном изменения неинформативных параметров входного сигналаи влияющих величин. Нормальными называются условия, для которых нормируется основнаяпогрешность СИ. При этом влияющие величины и неинформативные параметрывходного сигнала имеют нормальные значения. Например, для генератораопределенного типа установлены нормальные температурные условия +10..+35°С. В этом температурном диапазоне гарантируется основная погрешностьприбора, указанная в его паспорте. Но прибор может работать и в болеешироком диапазоне температур, например, от 0 до +40° С. Этот диапазонназывается рабочим. Для нормальных условий нормируется основная погрешностьСИ, для рабочих – дополнительная. Условия эксплуатации СИ оговаривают в соответствующих стандартах и делятна группы, различающиеся значениями влияющих величин. Функция влияния – зависимость изменения метрологической характеристики СИот изменения влияющей величины или неинформативного параметра входногосигнала в пределах рабочих условий эксплуатации. Функция влияния можетнормироваться в виде формулы, графика или таблицы. Наряду с условиями применения для всех СИ задаются предельные условиятранспортирования и хранения, не изменяющие метрологические свойства СИпосле его возвращения в рабочие условия. Характеристики преобразования. Быстродействие СИ.Статическая характеристика преобразования – связь, выражающая зависимостьинформативного параметра выходного сигнала от постоянного информативногопараметра входного сигнала. Ее можно представить в аналитическом виде,графическом или табличном. В аналитическом виде характеристикапреобразования - уравнения y=F(x), которое может быть может быть линейным(рис. 5-а.) или нелинейным (рис. 5-б., 5-в.).Заметим, что для прибора, шкала которого проградуирована в значенияхизмеряемой величины, всегда y=x и графическая характеристикапреобразования представляет прямую линию под углом 45 градусов относительнооси х. В то же время угол отклонения указателя аналогового отсчетногоустройства этого прибора при наличии нелинейных преобразователей (например,в квадратичном вольтметре) будет нелинейной функцией х. В цифровых приборахиз-за квантования сигнала характеристика преобразователя являетсяступенчатой функцией (рис. 6-г.), определяемой выражением у=n?x, где у –показания прибора, ?x – шаг квантования, n – цифровой код измеряемойвеличины х. При нелинейных преобразователях необходимо линеаризоватьхарактеристики преобразования прибора. В аналоговых приборах для этогоиспользуют шкалу с соответствующей неравномерностью. В цифровых приборахотсчетное устройство эквивалентно равномерной шкале. Для линеаризациихарактеристики преобразования необходимо в прибор вводить аналоговыелинеаризирующие преобразователи либо вычислительные средства, выполняющиенеобходимое преобразование цифрового кода. Динамические характеристики СИ определяют инерционные свойства СИ ипредставляют собой зависимость информативного параметра выходного сигналаот меняющихся во времени параметров входного сигнала. К числу динамическиххарактеристик относятся : импульсная g(t), является реакциейпреобразователя на дельта – функцию ?(t); переходная h(t) – реакция наединичный ступенчатый сигнал; дифференциальное уравнение СИ; передаточнаяфункция, является отношением операторных изображений выходной величины квходной К(р) = y(p)/x(p); амплитудно-частотная и фазо-частотная. Динамические свойства СИ характеризуются также быстродействием – скоростьюи временем измерения (временем установления показаний). Скорость измерения(преобразования) определяется максимальным числом измерений(преобразований) в единицу времени, выполняемых с нормированнойпогрешностью. Время измерения (преобразования) – время, прошедшее с моментаначала измерения (преобразования) до получения результата с нормированнойпогрешностью. Чувствительность, порог чувствительности, разрешающая способность СИ.Чувствительностью СИ называется отношение изменения выходной величины(информативного параметра) к вызывающему его изменению входной величины(информативного параметра входного сигнала). Различают абсолютную иотносительную чувствительность. Абсолютная чувствительность равнапроизводной от характеристики преобразования СИ : S = dy/dx = ?x/?y .Приближенное равенство для определения чувствительности через конечныеприращения ?х и ?у используется при экспериментальном определениичувствительности. Для линейных СИ (y=kx) чувствительность постоянна S=k иможет быть определена как S=x/y (рис. 6-а.) для нелинейных чувствительностьзависит от входного сигнала (рис. 6-б и 6-в.).Для показывающих приборов признаком линейности или нелинейностихарактеристики преобразования является равномерность или неравномерностьшкалы. В ряде случаев (например, в электрических мостах) для характеристикичувствительности используется относительная чувствительность S= ?y/(?x/x),где ?x/x – относительное изменение входной величины. Наименьшее значениевходной величины, которое можно обнаружить с помощью данного СИ, называетсяего порогом чувствительности. Разрешающей способностью СИ называется наименьшее различаемое с помощьюданного СИ изменение измеряемой величины, или наименьшее различимое отличиедруг от друга двух одноименных величин. Порог чувствительности иразрешающая способность имеют размерность измеряемой величины и обычноопределяются уровнем его внутренних шумов и нестабильностью элементов. Уцифровых приборов порог чувствительности и разрешающая способность, какправило, равны цене единицы младшего разряда. Погрешность средств измерений. Погрешность прибора характеризует отличие его показаний от истинного илидействительного значения измеряемой величины. Погрешность преобразователяопределяется отличием номинальной (т.е. приписываемой преобразователю)характеристики преобразования или коэффициента преобразования от ихистинного значения. Погрешность меры характеризует отличие номинального значения меры отистинного значения воспроизводимой ею величины. Точность СИ – качество, отражающее близость к нулю его погрешности.Например, при погрешности прибора ?=10-4 (0,01 %) точность – 104.Возникновение погрешности СИ объясняется рядом причин, в том числеприближенным расчетом характеристик, отличием параметров элементов и узловприбора от требуемых расчетных значений, старением элементов и узлов,паразитными параметрами элементов, внутренними шумами, изменением влияющихвеличин и неинформативных параметров входного сигнала и др. Погрешности СИоцениваются при его поверке. Поверка СИ – определение метрологической организацией погрешностей СИ иустановление его пригодности к применению. Поскольку погрешность во времениможет изменяться, поверку проводят с определенной периодичностью. По способу выражения различают погрешности : - абсолютная погрешность прибора – разность между показаниями прибора xп и истинным значением измеряемой величины x : ? = xп – x. - относительная погрешность прибора – отношение абсолютной погрешности прибора к истинному (действительному) значению измеряемой величины : ?= ?/x или в процентах ?= 100?/x, где если x >> ?, то вместо x с достаточной степенью точности можно использовать xп . - приведенная погрешность прибора – отношение в процентах абсолютной погрешности прибора к нормирующему значению : ? = 100/xнорм.В соответствии с ГОСТ 8.401-80 xнорм принимается равным : - большему из пределов измерений или большему из модулей пределов измерений для СИ с равномерной или степенной шкалой, если нулевая отметка находится на краю или вне диапазона измерений; - арифметической сумме модулей пределов измерений, если нулевая отметка находится внутри диапазона измерений; - установленному номинальному значению для СИ с установленным номинальным значением измеряемой величины. - Всей длине шкалы для приборов с существенно неравномерной шкалой, при этом абсолютные погрешности также выражают в единицах длины. Во всех остальных случаях нормирующее значение устанавливается стандартамидля соответствующих видов СИ. Для преобразователей определение абсолютных и относительных погрешностейнесколько сложнее. Они определяются по входу ?вх и выходу ?вых ихарактеризуют отличие реальной характеристики преобразования yp = Fp(x) отноминальной yн=Fн(x). (см. рис. 7.)Для оценки погрешности по выходу находят значения yр и yн при заданнойвеличине x. Тогда ?вых = yр- yн , а относительная погрешность ? = ?вых/yр.По входу ?вх = xн- x; где xн =Fн-1(yр) определяется через значение yр ифункцию, обратную Fн , т.е. xн – такое значение x, которое при номинальнойхарактеристики дало бы на входе значение yр; ? =?вх/x – относительнаяпогрешность. Уже отмечалось, что в зависимости от условий применения СИ погрешностиделятся на основную (при нормальных условиях) и дополнительную (при рабочихусловиях). В зависимости от поведения измеряемой величины во времени различаютстатическую и динамическую погрешности, а также погрешность в динамическомрежиме. Статическая погрешность СИ (?ст) – погрешность СИ, используемого дляизмерения постоянной величины (например, амплитуды периодического сигнала).Погрешность в динамическом режиме (?дин.р.) – погрешность СИ, используемогодля измерения переменной во времени величины.
Для обеспечения принципа взаимозаменяемости деталей необходимо, чтобы все предприятия страны имели единые меры и измерительные средства, обеспечивающие надлежащую точность измерения изготавливаемых деталей. С этой целью в нашей стране была внедрена Государственная система обеспечения единства измерения. Эта система устанавливает организацию, порядок и способы доведения точности государственных эталонов до всех производственных измерений.
До 1960 г. за международный эталон основной единицы длины был принят - 1 м, а также за государственный эталон было принято расстояние между осями двух соседних штрихов, нанесенных на стержне X - образного сечения, выполненного из сплава иридия с платиной. Точность воспроизведения единицы длины этим эталоном не превышала 0,1 мкм. Эти искусственные эталоны не удовлетворяли возрастающих требований технического прогресса, поэтому было принято решение создать естественный эталон единицы длины, и в 1960 г. совместно с утверждением Международной системы единиц было принято новое определение метра, а старое отменено.
Согласно ГОСТ 8.417-81 за международный метр принята длина, равная 1650763,73 длине волны в вакууме излучения, соответствующего переходу между уровнями 2р10 и 5d5 атома криптона-86. Новый метод воспроизведения единицы длины позволяет воспроизводить основную единицу длины - 1 метр с точностью 0,002 мкм,
Передача основной единицы длины от эталона к детали осуществляется в соответствии с поверочной схемой . Согласно поверочной схеме от эталонного метода воспроизведения метра в длинах световых волн единица длины передается на рабочие эталоны.
Рабочие эталоны представляют собой концевые меры длины, выполненные из кварца. Они хранятся в определенных условиях в центральных метрологических институтах и используются ими для проверки образцовых мер 1-го разряда. От рабочих эталонов размер единицы измерения передается на образцовые концевые меры длины от 1-го до 5-го разрядов.
Образцовые меры предназначены для хранения единицы измерения, проверки и градуировки по ним других мер и измерительных приборов и инструментов. Образцовые меры также периодически проверяются. Образцовые меры 2-го разряда проверяются по мерам 1-го разряда, меры 3-го разряда - по мерам 2-го разряда и т.д.
От образцовых концевых мер размер единицы длины или ее доли передается на рабочие меры длины и рабочие измерительные приборы и инструменты.
Передача единицы плоского угла также производится от эталона к измерительным приборам и инструментам. В качестве эталона единицы плоского угла ГОСТ 8.016-75 устанавливает 36-гранную кварцевую призму с центральным углом между смежными гранями 10°. От эталона единица плоского угла передается с помощью вторичных эталонов образцовым мерам. Рабочие меры и измерительные приборы проверяются по образцовым мерам.
Стандарт устанавливает порядок проведения поверки измерительных средств. Согласно стандарту поверке подвергаются все измерительные средства предприятий. Периодичность поверки установлена соответствующими инструкциями. Например, поверка штанген-инструментов, микрометрических и индикаторных инструментов и приборов производится один раз в год, микроскопов и других оптических приборов - один раз в два года и т.д. Сроки поверки устанавливаются специальными графиками, утвержденными руководителем предприятия. Поверка контрольно-измерительных средств производится в центральных измерительных лабораториях (ЦИЛ) предприятий, в контрольно-поверочных пунктах (КПП) цехов и специальных метрологических лабораториях.
Результаты поверки измерительных средств заносятся в специальные паспорта и аттестаты, хранящиеся при инструментах и приборах.
Поверка измерительных средств, так же, как и выполнение линейных измерений в пределах от I до 500 мм и измерение углов с длиной меньшей стороны до 500 мм, должна производиться в нормальных условиях. Стандарт устанавливает следующие значения основных влияющих на качество измерений величин:
температура окружающей среды - 20°С;
атмосферное давление - 101324,73 Па (760 мм рт. ст.);
относительная влажность - 58%.
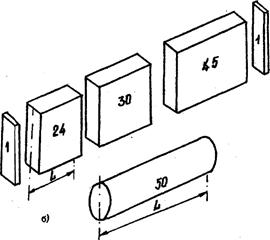
Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины (рис.2) представляют собой наборы параллелепипедов (пластин, брусков, реже -цилиндрических стержней) из стали длиной до 1000 мм или твердого сплава длиной до 100 мм с двумя плоскими взаимно параллельными измерительными поверхностями (ГОСТ 9038-83).
Плоскопараллельные концевые меры длины применяются:
—для непосредственного измерения линейных размеров при самых разнообразных контрольно-проверочных работах ;
— для передачи размера единицы длины от первичного эталона концевым мерам меньшей точности, для передачи размера от эталона до изделия.
Плоскопараллельные концевые меры длины являются основными средствами сохранения единства мер в машиностроении:
— как установочные меры для установки прибора или инструмента на нуль при относительном методе измерения;
— как образцовые меры для проверки точности инструментов и приборов: штангенциркулей, микрометров, индикаторов, миниметров, оптиметров и т.д.;
— для настройки инструментов, приборов, станков. За размер концевой меры принимается номинальная длина с учетом отклонения длины и отклонения от плоскопараллельности. При составлении блоков мер погрешности суммируются. Рабочие поверхности мер выполняются настолько качественно, что при их методических соприкосновениях проявляется взаимное сцепление, обусловленное действием межмолекулярных сил. Благодаря этому явлению, получившему название притираемость, меры легко собираются в блоки и не распадаются во время работы. Меры из стали выдерживают -500, из твердого сплава -300 притираний при контрольном усилии сдвига 15 Н.
Отечественные заводы изготовляют плоскопараллельные концевые меры, номинальные размеры которых указаны в стандарте ГОСТа 9038-83.
В зависимости от допускаемых отклонений номинальной длины и от плоскопараллельности концевых мер с учетом точности изготовления они относятся к тому или другому классу точности.
Концевые меры изготовляют следующих классов точности: 00, О, 1, 2, 3 - из стали; 00, О, 1, 2 и 3 - из твердого сплава. К каждому набору прилагают паспорт , включающий инструкцию по эксплуатации. Из четырех-пяти мер с градацией от 0,001 до 100 мм выпускаемых наборов можно составлять нужные блоки. Плитки комплектуются в наборы с разным количеством плиток (от 2-х до 112) и с разной градацией размеров (0,001,0,01,01,0,5,1 и др.).
При использовании плоскопараллельных концевых мер для непосредственных измерений применяются защитные плитки, которые вводятся попарно в любой блок и притираются с обеих сторон блока; предохраняя измерительные поверхности основных концевых мер от преждевременного износа и повреждений при непосредственных измерениях
Для удобства, пользования концевыми мерами и расширения возможностей их применения изготовляются наборы принадлежностей к плоскопараллельным концевым мерам (струбцинки, боковички, лекальная линейка, державка с основанием).
При составлении блоков заданных размеров следует использовать минимальное количество плиток (не больше 3-4).
Помимо деления плиток на классы они подразделяются еще по точности аттестации на 5 разрядов: 1-й, 2-й, 3-й, 4-й, 5-й. (1 – самый точный, 5 - самый грубый). Разряд определяется предельной погрешностью измерения самой плитки при определении ее действительного размера и допустимым отклонением от плоскопараллельности.
Концевые меры длины могут быть аттестованы по разряду или классу точности. При получении блоков из концевых мер. аттестованных по классу точности, оценивается размер с учетом случайных погрешностей отклонения от номинального значения и от плоскопараллельности. Случайные погрешности, как правило, подчиняются вероятностному закону нормального распределения, и поэтому они подвергаются квадратичному суммированию с оценкой и знаком ±:
= ± (5.1)
где: i - погрешность каждой меры.
В процессе притирания мер в блоки добавятся дополнительные погрешности по притирочному слою. Эти погрешности носят систематический характер и ведут к увеличению размера, имея знак "+". Можно заметить, что число их будет на единицу меньше числа мер в блоке. Анализируя систематические погрешности, заметим, что эти величины различны для разных номинальных значений мер. Они изменяются от 0,1 до 0,4 мкм для размеров мер 0,1 ... 100 мкм.
Можно усреднённо принять = 0,3 мкм. Допускаемые отклонения концевых мер приведены в табл.5.1.
Таблица 5. 1
Допускаемые отклонения концевых мер
Размеры мер, мм
Допускаемые отклонения концевых мер, мкм, для классов точности от номинального значения, (±)
До 10
0,05
0,18
0,10
0,18
0,35
0,08
Св.10 до 25
0,07
0,27
0,14
0,27
0,55
1,20
25÷50
0,10
0,35
0,20
0,35
0,70
1,60
50÷75
0,12
0,45
0,25
0,45
0,90
2,00
75÷100
0,14
0,55
0,30
0,55
1,10
2,50
100÷150
0,20
0,80
0,40
0,80
1,60
3,00
150÷200
0,25
1,00
0,50
1,00
2,00
5,00
Штангенинструменты являются измерительными средствами, широко применяемыми в машиностроении, поэтому знание типов штангенинструментов, их конструкции и приобретение навыков работы с ними обязательно.
Отсчетным устройством в штангениструментах является линейный нониус. Это приспособление позволяет отсчитывать дробные доли интервала делений основной шкалы штангенинструмента. Интервал деления шкалы нониуса an (первая стр. обложки) меньше, чем интервал деления основной шкалы а на величину С, называемую величиной отсчета по нониусу, если модуль нониуса у=1. При модуле у=2 деление шкалы нониуса меньше, чем 2 деления основной шкалы на величину С.
При нулевом положении нулевые штрихи основной шкалы и шкалы нониуса совпадают. При этом последний штрих шкалы нониуса также совпадает со штрихом основной шкалы, определяющим длину Ln шкалы нониуса. При измерении шкала нониуса смещается относительно основной шкалы и по положению нулевого штриха шкалы нониуса определяют величину этого смещения, равную измеряемому размеру.
Из примеров расчетов видно, что если нулевой штрих нониуса располагается между штрихами основной шкалы, то следующие за ним штрихи нониуса также занимают промежуточные положения между штрихами основной шкалы. Ввиду того что деление шкалы нониуса отличатся от деления основной шкалы на величину С, каждое последующее деление нониуса расположено ближе предыдущего к соответствующему штриху основной шкалы.
Таким образом, отсчет измеряемой величины по шкале с нониусом складывается из отсчета целых делений по основной шкале и отсчета дробной части деления по шкале нониуса (рис.5.2).
Рис. 5.2. Показания нониуса при вычислении размера: размер деления–0,1 мм.
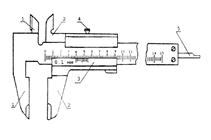
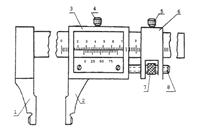
На рис. 5.3. показаны различные типы штангенциркулей.
Тип ШЦ-1 с двухсторонним расположением измерительных губок 1 и 2 . Верхняя пара предназначена для внутренних измерений, нижняя - для наружных. Верхние губки расположены относительно основной шкалы нониуса так, что при измерении размеров отсчет ведется от нуля, как и при измерении наружных размеров. Линейка 5 служит для измерения глубин. Диапазон измерения 0÷150 мм, значения отсчета по нониусу 0,02 мм, класс точности 1, предел допускаемой погрешности ±0,02
Тип ШЦ-11 с двусторонним расположением измерительных губок, Нижняя пара служит для наружных и внутренних измерений, верхняя пара губок, имеющих заострения, служит для разметки, а также для наружных измерений.
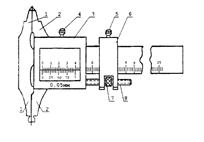
Тип ШЦ-111 с односторонним расположением измерительных губок. Внутренние плоскости губок 1и 2 служат для наружных измерений, наружные цилиндрические поверхности - для внутренних измерений. К отсчету по шкале с нониусом следует прибавлять суммарную толщину двух губок, маркированную на них.
Для всех трех типов инструментов рамка со шкалой нониуса обозначена цифрой 3. Основная шкала нанесена на штанге, для закрепления рамки нониуса служит зажим 4. Штангенциркули ЩЦ-11 и ШЦ-111 имеют закрепляемые зажимами 5 хомутики 6 и гайки 7, служащие для микрометрической подачи губки (при застопоренном винтом 5 хомутике 6 при помощи винта 8.
Штангенциркули типа ЩЦ-1 выпускаются с пределами измерений 0-125 мм с величиной отсчета по нониусу 0,1 мм. Штангенциркули типа ЩЦ-11 и ШЦ-111 выпускаются с различными пределами измерений (верхний предел до 2000 мм) с величиной отсчета по нониусу 0,05 или 0,1мм.
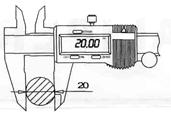
Электронный штангенциркуль EDK с величиной отсчета по нониусу 0,01 класс точности 1, предел допускаемой погрешности ±0,01
Погрешность показаний штангенциркулей с величиной отсчета по нониусу 0,1мм...0,05 мм не должна превышать ±0,05мм. (ГОСТ 166-80). Для штангенциркулей больших размеров (1000-2000мм) погрешность не должна превышать ± 0.2 мм.
Для точной установки размера в ряде инструментов предусмотрена микрометрическая подача основной рамки; здесь необходимо: предварительно выставить размер, стопорным винтом зафиксировать малую рамку, продольной подачей установить основную рамку точно на требуемый размер.
Штангенинструменты периодически должны подвергаться поверке в измерительных лабораториях, перед измерениями необходим внешний осмотр, а при необходимости проверка по эталону.
Микрометрические инструменты также, как и штангенинструменты, являются измерительными средствами, широко применяемыми в машиностроении, поэтому знание типов микрометрических инструментов, их конструкции и приобретение навыков работы с ними обязательно.
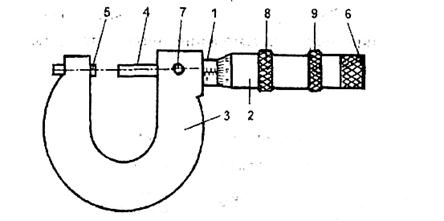
К основным микрометрическим инструментам относятся: микрометры МК (рис.5.4.), микрометрические глубиномеры и микрометрические нутромеры. По сути своей микрометр - это винтовая пара, которая определяет точность и погрешность инструмента.
Микрогайка пары обычно жестко скреплена с корпусом (на рис. 5.4., со скобой). Микровинт заканчивается измерительным стержнем, продольное перемещение которого определено шагом резьбы, и поэтому в продольном направлении наносится основная шкала. В окружном направлении вместе с микровинтом поворачивается барабан 2, который имеет шкалу винтового нониуса из 50 делений и определяет соответственно 1/50 шага микровинта. Учитывая показания основной и дополнительной шкал, можно получить достаточно точные результаты измерений.
Теперь совершенно ясно, что точность инструмента определена шагом резьбы и количеством делений шкалы барабана, и вариация этих её параметров позволяет изменять её, однако реально точность микрометрических инструментов, как правило, не превышает 0.01 мм.
При выборе средств измерений учитывают совокупность метрологических (цена деления, погрешность, пределы измерений, измерительное усилие), эксплуатационных и экономических показателей, к которым относятся: массовость (повторяемость измеряемых размеров) и доступность их для контроля; стоимость и надежность средств измерений; метод измерения; время, затрачиваемое на настройку и процесс измерения; масса, габаритные размеры, рабочая нагрузка; жесткость объекта контроля, шероховатость его поверхности; режим работы и т. д.
Выбор средств измерений зависит от масштаба производства или количества находящихся в эксплуатации однотипных (одноименных) технических систем.
Например, в массовом производстве с отработанным технологическим процессом, включая контрольные операции, используют высокопроизводительные механизированные и автоматизированные средства измерения и контроля. Универсальные средства измерений применяются преимущественно для наладки оборудования.
В серийном производстве основными средствами контроля должны быть жесткие предельные калибры, шаблоны, специальные контрольные приспособления. Возможно применение универсальных средств измерений.
В мелкосерийном и индивидуальном производстве основными являются универсальные средства измерений, поскольку применение других организационно и экономически невыгодно: неэффективно будут использоваться специальные контрольные приспособления или потребуется большое количество калибров различных типоразмеров.
Метод измерения, определяемый целью контроля, выдвигает требования к средствам измерений по базировке: если контролируется точность технологического процесса, то выбирают средства измерений для технологических баз; если ) технических систем контролируется с точки зрения эксплуатации, то средство измерений выбирается под эксплуатационные базы.
При выборе средств измерений по метрологическим характеристикам необходимо учитывать следующее:
цена деления шкалы должна выбираться с учетом заданной точности измерения.
Например, если размер необходимо контролировать с точностью до 0,01 мм, то и средства измерений следует выбирать с ценой деления 0,01 мм, так как средства измерений с более грубой шкалой внесет дополнительные субъективные погрешности, а с более точной — выбирать не имеет смысла из-за удорожания средств измерений. При контроле технологических процессов должны использоваться средства измерений с ценой деления не более 1/6 допуска на изготовление;
поскольку качество измерения определяется величиной относительной погрешности δ = ±(Δ/х) 100%, т. е. с уменьшением х величина δ увеличивается (качество измерения ухудшается). Следовательно, качество измерений на разных участках шкалы неодинаково.
Поэтому при измерениях рабочий участок шкалы средств измерений должен выбираться по правилу: относительная погрешность в пределах рабочего участка шкалы средств измерений не должна превышать приведенную погрешность более чем в 3 раза . Из этого правила следует:
при односторонней равномерной шкале с нулевой отметкой в ее начале рабочий участок занимает последние две трети длины шкалы;
при двусторонней шкале с нулевой отметкой посредине — последнюю треть каждого сектора;
при шкале без нуля рабочий участок может распространяться на всю длину шкалы.
В пределах рабочего участка шкалы наибольшая возможная абсолютная погрешность равновероятна на всех отметках. Таким образом, при выборе средств измерений важно определить рабочий участок шкалы и ее цену деления.

 = ±
= ± (5.1)
(5.1) i - погрешность каждой меры.
i - погрешность каждой меры. = 0,3 мкм. Допускаемые отклонения концевых мер приведены в табл.5.1.
= 0,3 мкм. Допускаемые отклонения концевых мер приведены в табл.5.1.