Механізм чинників економічного зростання досліджується у моделях економічного зростання. Модель економічного зростання являє собою абстрактне, спрощене вираження реального економічного процесу у формі рівнянь або графіків. Розробка теорії зростання здійснювалася різними представниками наукових напрямів в економічній теорії. Тому створено багато моделей економічного зростання.
Сучасні теорії економічного зростання сформувалися на основі двох теоретичних джерел: 1) неокласичної теорії виробництва, започаткованої Ж.Б. Сеєм і Г. Тюрго, і набули свого завершення у працях американського економіста Дж. Б. Кларка та англійського теоретика А. Маршалла; 2) кейнсіанської теорії макроекономічної рівноваги. Ці два джерела зумовили виникнення двох основних напрямів у дослідженні економічного зростання - неокласичного (маржиналістського) і кейнсіанського (неокейнсіанського).
Неокласична модель економічного зростання
Цей напрям ґрунтується на двох основних ідеях неокласичної теорії виробництва:
1) вартість продукції створюють фактори виробництва, передусім праця і капітал, кожен з яких робить свій "внесок" у її створення;
2) виробнича функція є формою вираження зв’язку між продукцією та її факторами з усіма категоріями функціонального аналізу цього зв’язку граничного продукту, показників еластичності виробництва, еластичності заміщення факторів тощо.
Представники цього напряму довели, що кожен фактор виробництва забезпечує відповідну граничну частку виробленого національного продукту. Якщо за умови незмінності інших факторів збільшити один з них на 1 %, то відповідна зміна обсягу ВНП і визначатиме внесок цього чинника виробництва у економічне зростання.
Механізм дії факторів економічного зростання досліджується через індекс багатофакторної продуктивності і апарат виробничих функцій. Ідея побудови індексу багатофакторної продуктивності належить американському економісту Дж. Кендрику, який на основі аналізу даних майже за 90 років (з 1869 по 1957 роки) довів, що такі фактори як капітал, праця і земля забезпечують менше половини загального обсягу виробництва, а більша його частка залежить від інших чинників. Основним же інструментом неокласичного аналізу економічного зростання стала виробнича функція.
Виробнича функція - це алгебраїчна рівність, яка показує технологічний взаємозв’язок між обсягом суспільного продукту (ВНП, ВВП, національного доходу) і різними факторами виробництва: працею, капіталом, землею, природою, технічним прогресом тощо. У цьому полягає її економічний зміст.
Взаємозв’язок між обсягом продукту і виробничими факторами визначається певними числовими співвідношеннями у функціональній залежності:
У=/(К, Ь, N...),
де У - обсяг продукту;
/- функціональна залежність;
К - капітал;
Ь - праця (робоча сила);
N - земля (природні ресурси тощо).
За умови, коли будь-який обсяг суспільного продукту може бути досягнутий шляхом різноманітних комбінацій виробничих факторів, виробнича функція називається функцією із змінними коефіцієнтами. Виробничий коефіцієнт - це кількість певного фактору, необхідного для виробництва одиниці продукції.
Якщо для створення певної кількості продукції необхідно витратити визначену кількість факторів виробництва, то така виробнича функція називається функцією з постійним коефіцієнтом.
Якщо кількість виробничих факторів зростає у тій же пропорції, що і обсяг продукції, то така виробнича функція відображає постійність масштабу віддачі. Якщо обсяг продукту зростає швидше, ніж кількість виробничих факторів, то виробнича функція є виразом зростання віддачі. Нарешті, якщо обсяг продукції зростає у менших пропорціях, ніж зростають фактори виробництва, то така функція відображає скорочення масштабу віддачі.
У неокласичних моделях економічного зростання, як правило, фігурує виробнича функція постійної віддачі. Вона виражає обсяг продукту (доходу) і капіталу в розрахунку на одного працівника.
Американські вчені - економіст П. Дуглас і математик Ч. Кобб - у 1928 році розробили перший варіант такої функції. В економічній науці її називають виробничою функцією Кобба-Дугласа.
її зміст полягає у тому, що вона розкриває функціональну залежність обсягу суспільного продукту (ВВП чи національного доходу) від двох виробничих факторів - капіталу і праці (робочої сили) - як кожного окремо, так і від їх сукупної дії.
Статистичною базою дослідження для Кобба і Дугласа послужили дані динаміки кількісного обсягу продукту, обсягу основного капіталу (основних виробничих фондів) і кількості відпрацьованих людино-годин у промисловості США за 1899-1922 роки. При умові, що обсяг виробництва є функцією лише капіталу і праці (тобто продукт створюється виключно капіталом і працею), вони зробили висновок, що збільшення кожного з цих факторів у певну кількість разів веде до зростання обсягу продукту у стільки ж разів, якщо продуктивність праці і ефективність використання капіталу залишаються незмінними, виробнича функція Кобба-Дугласа набуває такого вигляду:
У=А Ка ір,
де У - обсяг виробленого продукту; К, і - відповідно капітал і праця;
а, р - коефіцієнти еластичності відповідно капіталу і праці, які характеризують зростання обсягу продукту на 1 % зростання капіталу чи праці;
А - коефіцієнт пропорційності або масштабності, який дозволяє порівнювати обсяг продукту різного періоду (він фактично відображає середньорічний темп зростання продукту).
Виходячи з емпіричних розрахунків і при умові, що а + Р = 1, Кобб і Дуглас встановили, що середньорічний темп зростання продукції відображається коефіцієнтом 1,01 (А) (1 % приросту за рік), а дорівнює 1/4, Р - %, тоді рівняння набуває такого вигляду:
У = 1,01 o #1/4 o Ь3/4
Це означає, що найважливішим фактором виробництва є праця, якою створюється % всього обсягу продукту; 1 % приросту обсягу праці (кількості відпрацьованих людино-годин) розширює обсяг виробництва утричі більше, ніж 1 % приросту капіталу. Функція Кобба-Дугласа має постійну еластичність заміщення факторів виробництва, тобто а + Р завжди дорівнює 1. Це означає, що збільшення обсягу праці (кількості працюючих або фонду заробітної плати) еквівалентно такому ж зростанню обсягу капіталу, що викличе зростання обсягу суспільного продукту.
Виробнича функція Кобба-Дугласа виходить із сталої ефективності факторів зростання (капіталовіддачі і продуктивності праці), а тому описує екстенсивний тип економічного зростання.
Модифікація виробничої функції Кобба-Дугласа пішла у двох напрямах: 1) відмова від постійної ефективності факторів незалежно від масштабів суспільного виробництва; 2) врахування інших факторів виробництва, зокрема природних ресурсів, підприємницької діяльності, технічного прогресу.
Так, голландський економіст Я. Тінберген у кінці 40-х років XX ст. доповнив функцію Кобба-Дугласа фактором технічного прогресу. Виникло нове рівняння, яке стали називати виробничою функцією Кобба-Дугласа-Тінбергена:
У = А Ка bрг,
де г - комплексний показник (коефіцієнт) сукупної економічної ефективності усіх факторів виробництва в результаті технічного прогресу; крім змін у техніці, він відображає покращення якості праці, ефективності застосування капіталу.
Виражене у показниках середньорічних темпів приросту, рівняння приймає такий вигляд:
у = аК + Рb + г
де у, К, Ь - відповідно темпи приросту продукту, капіталу і праці.
Тепер уже не обов’язково а + Р = 1. Якщо а + Р > 1, це означає, що приріст продукту більший приросту факторів, тобто в дію вступають якісні показники, у тому числі і технічний прогрес. Якщо а + + Р = 1, вплив якісних показників можна ігнорувати, а якщо а + Р < 1, то темп приросту факторів вищий темпу приросту продукту, знижується ефективність виробництва.
Тінберген, вивчивши динаміку економічного зростання обсягу продукту (капіталу, праці і технічного прогресу) за 1870-1914 роки, одержав такі результати при умові, що частка капіталу в національному доході Л, а частка праці - %: в Німеччині екстенсивні фактори - капітал і праця - забезпечили 60 % приросту національного доходу, а технічний прогрес - 40 %, в Англії - відповідно 80 і 20 %, США - 73 і 27 %.
Функція Кобба-Дугласа-Тінбергена широко використовувалася для практичної оцінки ролі окремих факторів зростання і, зокрема, технічного прогресу. Американський економіст Р. Солоу у 1956 році розробив власну виробничу функцію з врахуванням факторів технічного прогресу і часу.
Виробнича функція Р. Солоу має дуже складний математичний вираз із застосуванням диференційних рівнянь. Солоу застосував свою функцію, намагаючись усунути суперечність, що пов’язана з несталістю економічного розвитку, і довести можливість постійного зростання і повної зайнятості усіх виробничих факторів. При цьому Солоу використовує такі показники: обсяг виробленого продукту в розрахунку на одного зайнятого; обсяг заощаджень нового капіталу на одного зайнятого; обсяг капіталу, необхідного для оснащення нових трудових ресурсів. При цьому він вивів певні закономірності. Так, якщо заощадження капіталу на одного зайнятого дорівнюють обсягу капіталу для нової робочої сили, то повна зайнятість забезпечується без будь-яких змін у комбінації факторів виробництва. Якщо ж перший показник буде більший, то поглинання всього приросту капіталу вимагає переходу до нової комбінації факторів, у якій використовується більше капіталу і менше праці. А якщо більшим буде другий показник (обсяг капіталу для нової робочої сили), то для досягнення повної зайнятості слід переходити до іншої комбінації факторів, за якої використовується менше капіталу і більша кількість праці.
На основі даної виробничої функції Солоу розрахував показник так званого матеріалізованого технічного прогресу, який відображає зростання інвестицій у зв’язку з великими технічними і технологічними зрушеннями у виробництві. Впровадження даного показника сприяло зростанню інвестицій в основний капітал і виробило більш збалансовану уяву про роль виробничого і невиробничого нагромадження у процесі економічного зростання.
Своєрідним продовженням досліджень Солоу стали розробки іншого американського економіста - Е. Денісона. В основі виробничої функції Денісона лежить розрахунок показника так званого нематеріалізованого технічного прогресу. Він показує усі якісні зміни економічного зростання, зумовлені іншими вкладеннями капіталу - підготовку кадрів, в людину, її інтелекту.
Розрахунки Денісона показали, що вкладання капіталу в людину (це також охоплюється поняттям технічного прогресу) у 5-6 разів більш ефективні, ніж вкладання у нову техніку і технологію.
Денісон також підрахував, що підвищення якості робочої сили і зростання рівня кваліфікації забезпечують 12 % приросту національного доходу. Інша частина збільшується за рахунок прогресу техніки і технології, факторів капіталу і праці.
Особливості технічного моделювання першого виду.
До технічного моделювання першого виду відносяться прості перетворення деталей креслення одягу, при яких зберігається конфігурація основних ліній та силуету одягу.
До них відносяться:
- перенесення виточок в різних направленнях;
- проектування складок;
- членування деталей (кокетки та рельєфи різних форм);
- моделювання комірів, лацканів, борту, дрібних деталей.
Існує два методи перенесення конструктивних ліній – моделювання на площині та метод шаблонів.
Застібки. Найбільше застосування мають застібки центрального типу на петлях і ґудзиках. Петлі можуть бути горизонтальні, вертикальні, похилі. Відстань від петлі до краю борту не повинна бути менше 3/4 діаметру ґудзика. За наявності оздоблювальної строчки по краю борту ця відстань збільшується (ґудзик не повинен закривати оздоблювальну строчку). У виробі з центральною застібкою (однобортному) горизонтальні петлі зміщують щодо лінії напівзаносу на 0,3-0,5 см у бік борту. Тільки при цій умові ніжка пришитого ґудзика опиняється в застібнутому виробі на лінії напівзаносу. Залежно від товщини і гладкості поверхні ґудзиків довжина петель більше їх діаметрів на 2-5 мм. Ширина борту (напівзаносу) у виробах з центральною застібкою залежить від діаметру ґудзики і товщина матеріалу і складає: для костюмної групи 1,8-2,5 см, для пальтової 3-4,5 см. Типові значення ширини борту у виробах із зміщеною застібкою складають: 6-8 см для костюмної групи, 8-10 см для пальтової. Відстань від петлі до краю борту для костюмної групи складає 1,5-2 см, для пальтової - 2,5 см. У виробах прилеглого і напівприлеглого силуетів положення петель і ґудзиків пов'язують з рівнем лінії грудей, талії і стегон, у виробах прямого силуету - з рівнем кишень. Рівень нижньої петлі у виробах великої довжини (пальто, плащ) приблизно співпадає з лінією стегон.
Кокетка –декоративно–конструктивний елемент, що розташовується на ділянці опорної поверхні виробу для плечових виробів: від шиї до лінії грудей та лопаток; для поясних виробів: від лінії талії до стегон.
2. Послідовність виконання робіт по технічному моделюванню:
* вивчення зовнішнього виду моделі;
* вивчення властивостей матеріалів;
* вибір базових лекал;
* копіювання базових лекал;
* внесення змін у зовнішній контур деталей;
* нанесення модельних особливостей (обов'язково при закритих верхніх виточках);
* виконання технічного моделювання (при складних варіантах ця робота може
виконуватись в декілька етапів).
Для забезпечення якості моделювання слід пам'ятати, що моделювання нагрудної виточки відбувається через центр грудей, а фасони лінії наносяться з урахуванням пропорцій відносно базисних ліній.
3. Перенесення нагрудної виточки на різні ділянки (графічний та макетний методи).
Виточки є важливим конструктивним елементом жіночого одягу.
З їхньою допомогою з плоскої тканини роблять об’ємну форму виробу. Особливо великого значення надають виточкам при конструюванні жіночого плаття і блузок.
В конструкції основного креслення нагрудної виточки, направлену від вершини горловини до найбільшої виступаючої точки грудей, називають основною. Інші способи формування об’єму виробу в області грудей є похідною основної виточки і, як правило, служать одночасно декором ліфа або виробу в цілому. Основну виточку можна переміщувати по колу в любе місце на пілочці. Але в яке б місце не переміщували виточку, кінець її повинен бути направлений до найбільшої виступаючої точки грудей. Розхил однієї виточки може бути розподілена між декількома виточками.


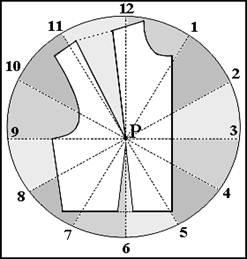
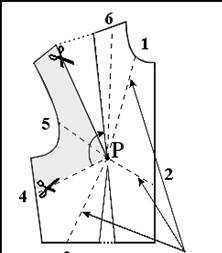
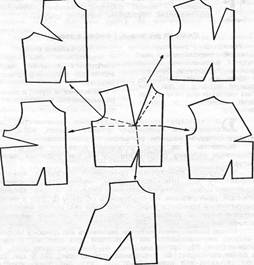
Рис. 1. Загальна схема переміщення нагрудної виточки
Просте перенесення виточки без зміни початкової форми виробу припускає напрям модельної виточки на центр випуклості. На практиці при перенесенні виточки дотримують наступні дві умови:
1) за центр розхилу виточки приймають точку, відповідну центру випуклості. Якщо на початковій конструкції ця точка не відмічена, її положення встановлюють з використанням відповідної розмірної ознаки (Вг1);
2) при оформленні сторін (ліній зшивання) модельної виточки її внутрішній
кінець розташовують на відстані 1,5 - 3 см від центру випуклості для пом'якшення конічної форми.
Існують макетний і графічний спосіб перенесення виточок. Спосіб макетного перенесення полягає в наступному: на кресленні основи намічають нове положення виточок на одному із зрізів пілочки: проймі, плечовому або бічному зрізі, горловині, талії, середини переду. Знайдену точку з’єднують з центром грудей. Потім креслення розрізають по новій лінії, розхил нагрудної виточки закривають, з'єднуючи її бічні сторони. Таким чином получають ширину виточки в новому направленні.
Розхил нової виточки може бути більше або менше ширини основної виточки в залежності від місця її розміщення.
Для досягнення плавної лінії при обробці випуклості на лінії грудей виточка не повинна доходити до центру грудей на 1-2 см, якщо вона направлена вверх від лінії грудей ( на плечовий зріз, горловину, пройму) і на 3-4 см, якщо вона направлена вниз від лінії грудей ( на бічний зріз, лінію талії, середину переду).
Вибір місцезнаходження виточки на пілочці залежить від моделі. Лінії виточок на пілочці повинні відповідати лініям виточок на спідниці, не порушуючи композицію виробу в цілому.
Графічний спосіб перенесення виточок враховує декілька способів: спосіб дуг і надсічок, спосіб перпендикулярів, комбінований спосіб (спосіб перпендикулярів і дуг).
Спосіб дуг і надсічокполягає в наступному:
1. На кресленні конструкції пілочки (переду) намічають нове направлення виточки у відповідності з моделлю. В наведеному прикладі ( рис. 3) виточка направлена від пройми до центру грудей.
2. На лінії нового розташування виточки і по лінії пройми ставлять ряд точок – 1,2,3,4,5.
3. Із точки Г7 радіусом Г71, Г72, Г73 і т.д. проводять дуги і на перетині зі сторонами виточки получають точки 1 ́, 2 ́, 3 ́, 4 ́, 5 ́ і відповідно 1˝ , 2˝, 3˝, 4˝, 5˝.
4. Вимірюють розхил основної виточки по дугам ( тобто 1 ́ - 1˝,2 ́ - 2˝, 3 ́ -3 ˝ і т. д.) і відкладають ці величини відповідно від точок 1, 2, 3 і т. д. також по дугам і
отримують точки 1″′, 2′″, 3″′ і т. д. проводять новий контур переміщеної ділянки креслення і виходить розхил виточки в новому направленні.
На наведеному прикладі розглянемо перенесення виточки способом перпендикулярів (рис. 1).
1. На лінії нового розташування виточки, яка йде від лінії пройми і по лінії пройми ставлять ряд точок – 1, 2, 3, 4, 5, 6.
2. З цих точок (тобто 1, 2, 3 і т. д.) проводять перпендикуляри до лівої сторони основної виточки. Точки перенесення визначають відповідно 1 ́, 2 ́, 3 ́, 4 ́, 5 ́, 6 ́ .
3. Далі точки 1 ́, 2 ́, 3 ́ і т. д. переносять на праву сторону основної виточки (тобто Г71˝ = Г71 ́, Г72˝ = Г72 ́ , Г73˝ = Г73 ́ і т. д.) і позначають відповідно 1˝ , 2˝, 3˝ і т.д.
4. З отриманих на правій стороні виточки точок 1˝, 2˝, 3˝ і т. д. проводять вліво перпендикуляри, на яких відкладають відрізки 1″ -1″′ = 1 - 1′ ; 2″ -2″′ = 2 - 2′ і т. д. Через точки 1″′, 2′″, 3″′ і т. д. проводять новий контур переміщення ділянки креслення і получають розхил виточки в новому направленні.
Комбінований спосіб заключається в тому, що використовують одночасно спосіб дуг і надсічок і спосіб перпендикулярів (рис.2 ).
На кресленні конструкції пілочки (переду) намічають направлення виточки у відповідності з моделлю. В наведеному прикладі виточка направлена від лінії талії до центру грудей. На лінії нового розташування виточки і по лініям бічного зрізу і проймі ставлять ряд точок – 1, 2, 3, 4, 5, 6, 7. Точки 1, 2, 3 і 4 переводять в нове розташування методом дуг, а точки 5, 6, 7 – методом перпендикулярів аналогічно
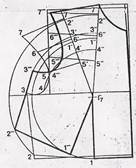
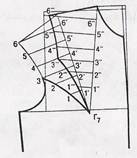
Рис. 1. Перенесення виточки Рис. 2. Перенесення виточки
способом перпендикулярів комбінованим способом
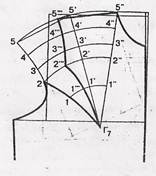
Рис. 3. Перенесення виточки способом дуг і надсічок
Питання для самоконтролю:
1. Технічне моделювання та його різновиди.
2. Послідовність виконання робіт по технічному моделюванню.
3. З якою метою копіюють лекала?
4. Що забезпечує якість моделювання?
5. Послідовність виконання робіт по технічному моделюванню?
6. Назвіть декоративно-конструктивні та конструктивні елементи в одязі?
7. Які способи переміщення нагрудної виточки ви знаєте?
Тема : Технічне моделювання і його різновиди. Особливості технічного моделювання другого виду
План:
1. Особливості технічного моделювання другого виду.
2.Паралельне розширення.
3.Конічне розширення.
4.Розробка деталей зі складками, розробка деталей з драпіровками.
1. Особливості технічного моделювання другого виду.
До технічного моделювання другого виду відносяться прийоми, що дозволяють змінити форму силуету нової моделі відносно первинних креслень: паралельне та конічне розширення або звуження різних деталей, розробка драпіровок та підрізів. Такі перетворення можуть бути виконані як з застосуванням членування деталей креслення так і без них. Частинки деталей можуть бути зміщені на однакову величину, або на різну в залежності від моделі. Остаточні контури деталей оформляють плавними кривими лініями. Зміна форми деталей за рахунок утворення зборок іноді призводить до зміни не тільки поперечних розмірів, але й подовжніх.
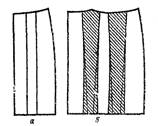
2. Паралельне розширення.
Паралельне розширення використовують з метою збільшення лінійних розмірів усієї деталі.
Етапи:
1. нанесення лінійних розрізів;
2. розрізання (членування);
3. розсув деталі на бажану або необхідну величину.
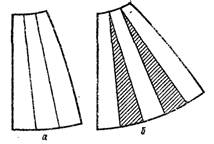
Конічне розширення деталей одягу в залежності від силуету моделі може починатися з любого рівня: лінії плеча, грудей, талії і т. ін. конічне розширення без допоміжного членування деталей призводить до утворення трапецієвидного силуету.
Складки –це декоративно конструктивні елементи, що використовуються з метою покращення естетичних та функціональних вимог. Для того щоб складка по лінії низу не розходилась, припуск на її глибину звужується (для спідниць) від лінії стегон до низу на 0,5 – 0, 7 см.
При проектуванні односторонніх і двосторонніх (зустрічних або бантових) складок усередині початкової деталі її розтинають в місці розташування складки і розсовують на подвоєну величину глибини складки. Шліци проектують як розрізну односторонню складку, у якої краї розрізу не зшивають, а обробляють. Типові значення глибини складок для спідниці 6 см, для пальта (плаща) - 8 см.
3. Конічне розширення.
Конічне розширення – розширення або звуження деталі в певному напрямку на бажану або необхідну величину. При конічному розширенні деталі підрізуються так, щоб лінія розрізу не доходила до краю деталі на 1-2 мм. Іноді для отримання бажаної форми, необхідно виконати підрізання не в одному напрямку, а зразу в двох взаємно перпендикулярних напрямках. Конічне розширення може бути рівномірним по всій ширині виробу або нерівномірним (за часту більше розширюються бічні сторони ніж середина пілочки). При розробці конструкції по моделі величина розширення деталі визначається умовно по силуетним лініям.
Паралельне розширення часто виконується разом з конічним розширення.
Питання для контролю:
1. Особливості технічного моделювання другого виду.
2. Що розуміють під конічним розширенням деталей виробу?
3. Що розуміють під паралельним розширенням деталей виробу?
4. Перечисліть декоративно-конструктивні елементи в одязі.
5. Перечисліть конструктивні елементи в одязі.
Тема: Моделювання ліфів.
План:
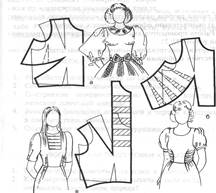
1. Моделювання ліфів відповідно до ескізу.
2. Розробка деталей (пілочки та спинки) з кокетками, рельєфами, драпіровками, підрізами, складками різних видів та різних місць розташування.
1. Моделювання ліфів відповідно до ескізу
Моделювання ліфа з підрізами
Підрізи зв’язані зі зборками, драпіровками, складками на одній з ділянок цілої деталі. Лінію підрізу наносять на основу ліфа з закритими виточками. Потім основу надрізають по лінії підрізу і від цієї лінії – до кінців виточок, відкриваючи виточку від підрізу. Якщо розхил виточки не забезпечує необхідної величини на зборку або драпіровку, то ділянку, на якій проектують зборки, надрізають та розводять на необхідну величину.
 Якщо лінія підрізу співпадає з направленням верхньої або талієвої виточки, то виточки об’єднують і направляють по лінії підрізу. Основу ліфа надрізають і розводять на зборки або м’які складки. Якщо від лінії підрізу ідуть складки, то основу ліфа розрізають по лінії складок і розводять паралельно з врахуванням кількості та ширини складок.
Якщо лінія підрізу співпадає з направленням верхньої або талієвої виточки, то виточки об’єднують і направляють по лінії підрізу. Основу ліфа надрізають і розводять на зборки або м’які складки. Якщо від лінії підрізу ідуть складки, то основу ліфа розрізають по лінії складок і розводять паралельно з врахуванням кількості та ширини складок.
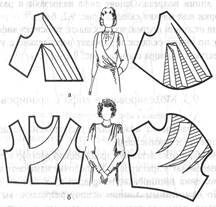
Рис.1. Варіанти моделей

